可编程控制器应用技术
实习报告
专业:机电一体化技术
班级:2010033201
学号:
姓名:
五组
可编程控制器应用技术实训
一、 实训的任务及目的
本实训是在修完电工、机电传动与控制、可编程控制器等课程的基础上进行的。通过本次实训使学生能够掌握FXon系列PLC的结构、指令系统;掌握梯形图程序的设计方法、顺序控制梯形图的编程方法;熟悉PLC控制系统的设计(包括硬件设计和控制程序设计)方法以及PLC的使用方法,并能初步应用于工程实践之中。
二、 实训内容
1. 了解PLC结构特点
2. PLC控制系统设计、外接线设计
3. PLC控制梯形图程序设计
三、 考核方法
控制系统程序设计 40%
系统调试 40%
实训报告 20%
四、 实训时间安排
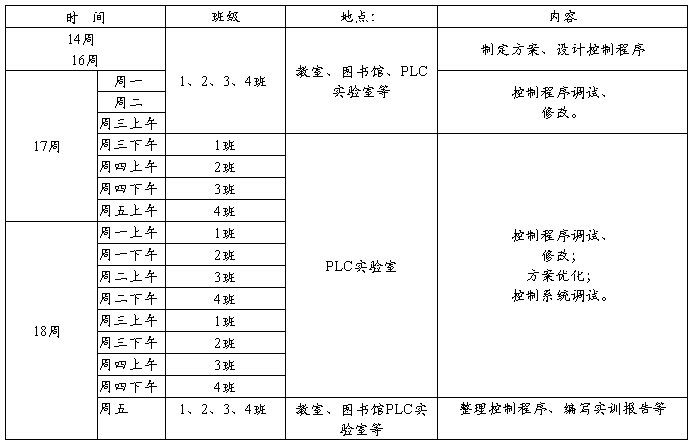
实训及指导时间:上午9:00——12:00
下午14:30——17:30
指导地点:PLC实验室
指导老师:秦展田、王灿、韩兴国、罗文军
实训课题一 分支状态转移图的编程与调试训练
一、实训的目的
(1)掌握分支流程状态转移图的编程原则和编程方法
(2)掌握状态转移程序调试的手段。
(3)掌握顺序控制程序的设计方法。
二、实训内容及指导
1.编程原则与编程方法
1)编程原则 先集中进行分支状态处理,再集中进行汇合状态处理。
2)编程方法 分支状态处理,应先进行分支状态的驱动处理,再按分支的顺序进行转移处理。汇合状态处理,应先进行汇合前状态(分支状态——汇合状态之间的中间状态)的处理〔含这些状态的驱动和转移),再依分支顺序进行由各分支到汇合状态的转移(各分支最后一个状态到汇合状态的转移)。
2.编程注意事项
1)严格遵守编程原则:集中处理分支和汇合。
2)进行汇合前驱动时.每个分支中间状态的驱动和转移处理不能遗漏。
3)严格按分支顺序进行编程,即第—分支、第二分支……,分支数不能超过8个。
3.程序的调试及运行
SFC(状态转移图)具有良好的可读性,可先阅读SFC预测其结果,然后再上机运行程序,观察运行结果,看是否符合控制要求。
若状态不能正常转移,故障可能有以下几种情况:
1)转移条件为ON没有任何状态元件动作,则表明编程或写人时软元件编号错误(移条件或状态元件的编号)。
2)状态元件发生跳跃动作,则表明编程或写人时出现混乱。
3)状态元件动作顺序错乱或分支错乱或汇合错乱,则表明编程时,编程原则和编程方法使用不当,应严格检查程序。
4.训练考核题
5) 5、10组
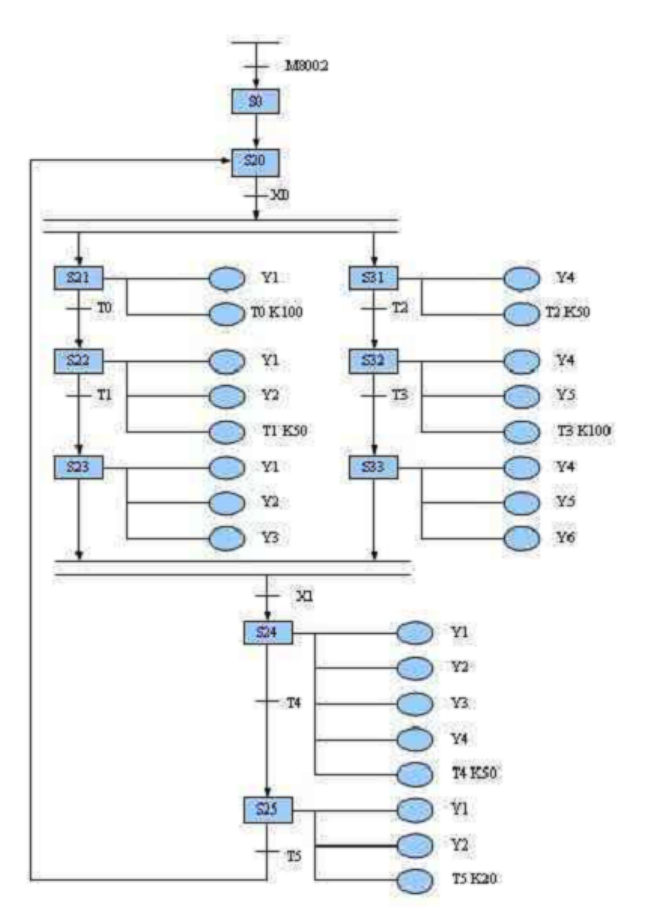
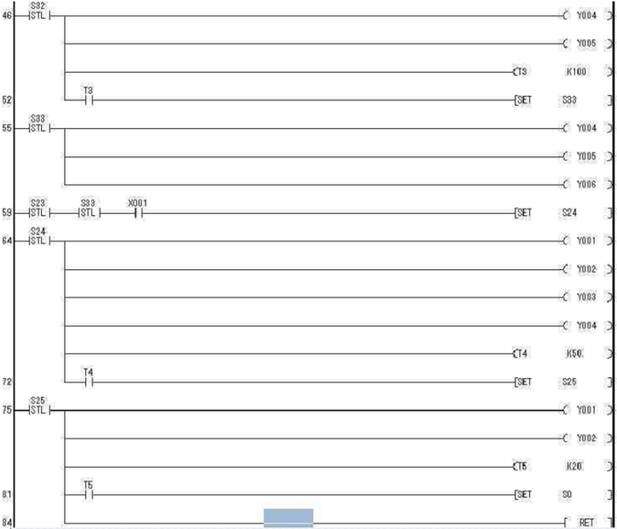
某控制系统有六台电动机M1~M6,分别受Y1~Y6控制,其控制要求如下:
按下启动按钮SBl,M1启动,延时10s后M2启功,M2启动延时5s后M3启动;M4与M1同时启动,M4启动延时5s后M5启动,M5启动延时10s后M6启动。按下停车按钮SB2, M5、M6同时停车; M5、M6停车后,再延时5s,M3、M4同时停车,再延时2s,M1、M2同时停车。
5、实训步骤
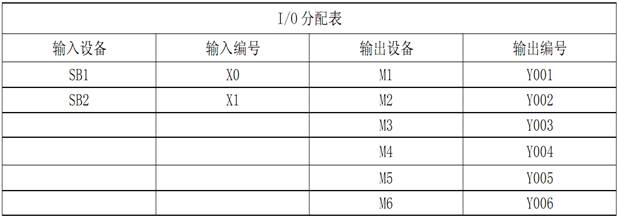
1)理解控制过程,分配I/O端口;
2)编制状态转移图;
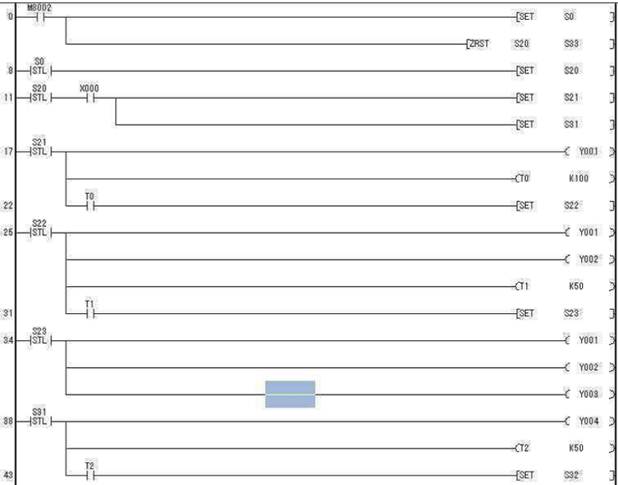
3)编制控制梯形图程序,体会选择性分支编程的原则和方法。
4)将程序写入PLC,调试运行,观察运行结果,判断其正确性。
实验内容如下:
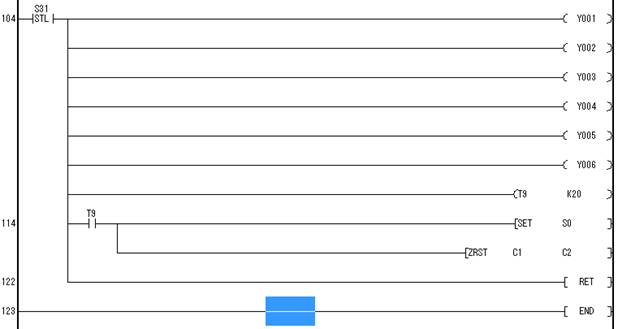
状态转移图如下:
梯形图如下:
运行结果:实验结果和实验要求相符,试验程序正确。
实训课题二 电机控制程序设计
一、实训的目的
(1)掌握计数器、定时器的使用方法;
(2)掌握程序选择执行的编程方法;
(3)掌握顺序控制程序的设计方法。
二、实训内容及指导
训练考核题二
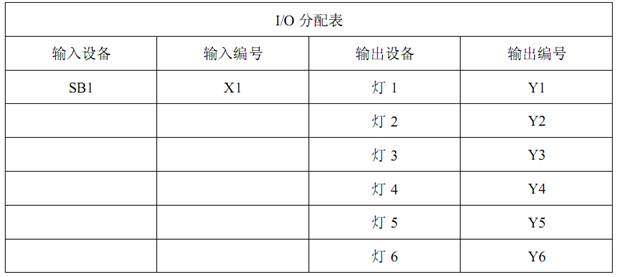
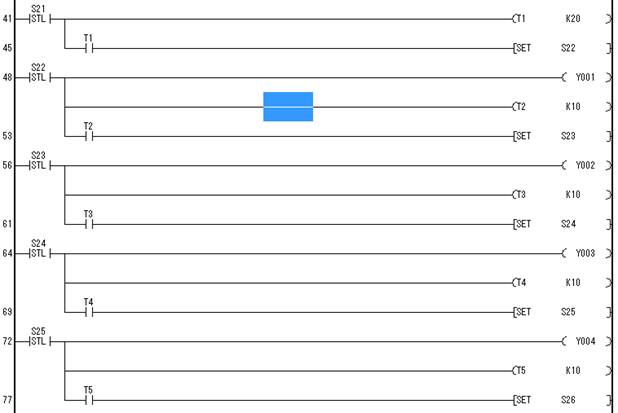
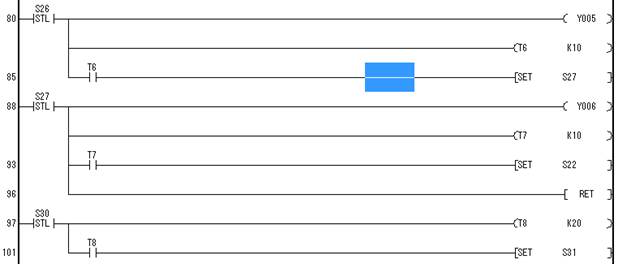
有六个彩灯,可以实现不同的点亮方式。
控制要求:
5) 5、10组
按第一下按钮SB1,灯全点亮2 s,全灭2 s,然后1~6顺次点亮1 s,重复;
按第二下按钮SB1,灯全灭2 s,再全点亮2 s,然后全熄灭;
能重复运行。
实训步骤
1)理解控制过程,分配I/O端口;
2)分配好定时器、计数器;
3)编制控制梯形图程序,体会顺序控制编程的原则和方法。
4)将程序写入PLC,调试运行,观察运行结果,判断其正确性。
提示:用计数器记录按钮按下次数;把按钮接通信号转化为脉冲信号。
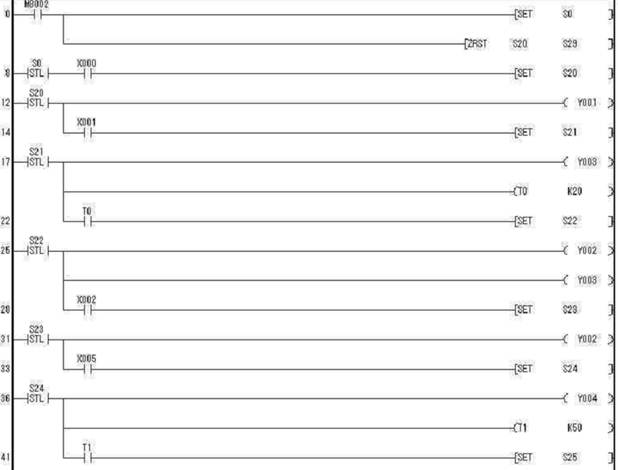
实验内容如下:
梯形图如下:

运行结果:实验结果和实验要求相符,程序调式成功。结果正确。
实训课题七 冲压控制(5、10组)
一、实训目的:
1.熟悉PLC编程原理及方法
2.了解自动压模具的基本原理
3.了解传感器原理及使用方法
二、实训内容
使用PLC数字量输入、输出控制自动冲压机。
INPUT 00 接(启动)按键PO10输出插孔;
INPUT 01 接(工位1到位信号)ZJS1;
INPUT 02 接(工位2到位信号)ZJS2;
INPUT 03 接(工位3到位信号)ZJS3;
OUTPUT 00接ZJ1(代表进料传送电机);
OUTPUT 01接ZJ5(代表出料传送电机);
OUTPUT 02接ZJ2(代表进料机械手控制阀);
OUTPUT 03接ZJ3(代表进料吸盘控制阀);
OUTPUT 04接ZJ4(代表冲压模具控制阀);
OUTPUT 05接ZJ6(代表出料机械手控制阀);
OUTPUT 06接ZJ7(代表出料吸盘控制阀);
OUTPUT 07接传送带启动信号SD1
编程要求:
按下启动键
进料传送带电机转动,直到工件到工位1停止;
进料吸盘吸住工件;
进料机械手将工件送入加工台,直到工件到工位2停止;;
进料吸盘放下工件;
进料机械手退出加工台;
进料机械手后退到位后,冲压模具下降,完成冲压后上升;
出料机械手进入加工台;
出料吸盘吸住工件;
出料机械手退出加工台,直到工件到工位3停止;;
出料吸盘放下工件;
出料传送带电机转动,运走工件;
进料传送带电机转动,运送下一个工件,直到工件到工位1停止;
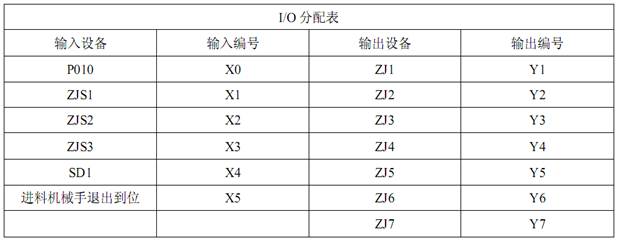
三、分析整理实训梯形图及语句指令表
1.写出I/O分配表、程序梯形图、清单。
2.仔细观察实训现象,认真记录实训中发现的问题、错误、故障及解决方法。
实验内容如下:
梯形图如下:

清单:型号Y200L-4的电动机×4,型号JZ7-44的继电器×7,冲压机床×1,机械手×2,按钮若干等等。
运行结果:试调结果和实验要求一致,实验符合实验要求。
PLC实验报告(自动门操作)
一、控制细节和编程
l 控制对象
控制一扇在检测到汽车之后可以打开或关闭的自动门。
l 控制规格
此单元中执行以下动作。
请学习必需的控制细节并编程和验证动作。
1)当汽车开到门的前面时,自动门打开。
2)当汽车经过门以后,自动门关闭。
3)在上限 (X1) 为ON时,门不再打开。
4)在下限 (X0) 为ON时,门不再关闭。
5)当汽车还处于检测范围 入口传感器 (X2) 和 出口传感器 (X3)中的时候, 门将不再关闭。
6)蜂鸣器 (Y7) 在自动门动作时拉响。
7)当汽车还处于检测范围 入口传感器 (X2) 和 出口传感器(X3)中的时候, 灯 (Y6) 点亮。
8)根据门的动作4个操作面板上的指示灯或点亮或熄灭。
9)使用操作面板上的按钮[ 门上升] (X10) 和 [ 门下降] (X11)的话可以手动操作门的开关。
二、编写程序的要点
1点击远程控制中的 [梯形图编辑] 按钮。
2输入一个程序。
3按下 [F4] 键转换程序。
4选中梯形图程序区域中的 "在线" - "写入PLC" 将程序写入 PLC。
三、确认程序的要点
1按下 [← 车前进] 按钮移动汽车到自动门处。
结果 >> 当 入口传感器 (X2) 检测到汽车,自动门打开。
2警报器
结果 >> 在自动门动作时警报器拉响。
当自动门停止时警报器不会拉响。
3门上的指示灯
结果 >> 当汽车在检测范围 入口传感器 (X2) 和 出口传感器 (X3) 之间, 黄灯点亮。
4按下 [← 车前进] 按钮让汽车通过。
结果 >>当出口传感器 (X3) 变为 OFF, 门开始关闭。
5操作面板的手动操作
结果 >> 只要按下[ 门上升] (X10) 和 [ 门下降] (X11) 按钮就可以手动打开或关闭自动门。
但是,在汽车经过检测范围内时,门不可以关闭。
6操作面板上的指示灯
结果 >> 根据门和汽车的动作,各指示灯点亮或者熄灭。
点击远程控制上的【复位】按钮可以初始化屏幕以便重复执行操作。
四、梯形图

运行结果:试调结果和实验要求一致,实验符合实验要求。
第二篇:可编程控制器技术应用PLC试卷 1
一、填空题(20分)
1.S7-200系列PLC
2.高速计数器HC的寻址格式是
3.S7-200型PLC的定时器包括、
4.S7-200系列PLC的两个输出端子,除正常使用外,还可利用PLC的高速输
出功能产生PTO与PWM输出。
5.定时器预设值PT采用的寻址方式为6.在PLC运行的第一个扫描周期为ON的特殊存储器位是
7.S7-200系列PLC共有个高速计数器,其中只有1种工作模式的是。
8.定时器的两个变量是
9.PLC中输入接口电路的类型有和两种。
10.I/O
11.具有自己的CPU和系统的模块称为————————。
12.EM231模拟量输入模块的输入类型为————————。
一. 选择题(40分)
1.下列那项属于双字寻址( D )。
A.QW1 B.V10 C.IB0 D. MD28
2.只能使用字寻址方式来存取信息的寄存器是( D )。
A.S B.I C.HC D.AI
3.SM是哪个存储器的标识符。( D)
A.高速计数器 B.累加器 C.内部辅助寄存器 D.特殊辅助寄存器
4.CPU214型PLC本机I/O点数为( A )。
A.14/10 B.8/16 C.24/16 D.14/16
5.CPU214 型PLC有几个通讯端口( A )。
A 2个 B 1个 C 3个 D 4个
6.HSC1的控制寄存器是( C )。
A SMW137 B SMB57 C SMB47 D SMW147
7. 指令 的脉宽值设定寄存器是( D)。
0 PLS
A .SMW80 B。 SMW78 C。 SMW68 D。 SMW70
8.顺序控制段开始指令的操作码是( A )。
A. SCR B。 SCRP C。 SCRE D。 SCRT
9.S7-200系列PLC继电器输出时的每点电流值为( C )。
A.1A B.2A C.3A D.4A
10.字传送指令的操作数IN和OUT可寻址的寄存器不包括下列那项( D )
A.T B.M C.AQ D.AC
11.PLC的系统程序不包括( D )
A.管理程序 B.供系统调用的标准程序模块 C.用户指令解释程序 D.开关量逻辑控制程序
12.PID回路指令操作数TBL可寻址的寄存器为( C )。
A.I B.M C.V D.Q
13.并行数据通信是指以( D)为单位的数据传输方式
A.位或双字 B.位或字
C.字或双字 D.字节或字
14.RS-232串行通信接口适合于数据传输速率在( A)范围内的串行通信。
A.0~20000bps B.0~2000bps
C.0~30000bps D.0~3000bps
15.当数据发送指令的使能端为( A )时将执行该指令。
A.为1 B.为0
C.由1变0 D.由0变1
16.对通讯协议进行设定的是( C )。
A.SMB30.7、6 B.SM30.4、3、2
C.SM30.0、1 D.SMB30.5、4
17.若波特率为1200,若每个字符有12位二进制数,则每秒钟传送的字符数为( B )个。
A 120 B 100 C 1000 D 1200
18.EM231模拟量输入模块最多可连接( A )个模拟量输入信号。
A.4 B.5 C.6 D.3
19.若整数的加减法指令的执行结果发生溢出则影响( B )位。
A SM1.0 B SM1.1 C SM1.2 D SM1.3
20.字取反指令梯形图的操作码为( B )。
A INV-B B INV-W C INV-D D INV-X
三、判断(20分)
1.PLC中的存储器是一些具有记忆功能的半导体电路。( )
2.PLC可以向扩展模块提供24V直流电源。( )
3.系统程序是由PLC生产厂家编写的,固化到RAM中。( )
4.TONR的启动输入端IN由“1”变“0”时定时器复位。( )
5.字整数比较指令比较两个字整数大小,若比较式为真,该触点断开。( )
6.在执行查表指令的过程中,为了查找下一个符合条件的数据,在激活查表指令前,必须先对INDX减1。( )
7.并行数据通信是指以字节或字为单位的数据传输方式。( )
8.EM232模拟量输出模块是将模拟量输出寄存器AQW中的数字量转换为模拟量。( )
9.RS-232串行通信接口使用的是负逻辑。( )
10.PLC处于自由端口通讯模式时可以与可编程设备通讯。( )
11.PLC的工作方式是等待扫描的工作方式。( )
12.在数据通信的总线型结构中,当某一站点发生故障时,整个系统就会瘫痪。( )
13.数据发送指令XMT的操作数PORT指定通讯端口,取值为0或1。( )
14.两个PLC之间的自由口通信主要是通过设置控制字节SMB30来实现的。( )
15.S7-200系列PLC的点对点通信网络使用PPI协议进行通讯。( )
16.EM231模拟量输入模块的单极性数据格式为-32000~+32000。( )
17.块传送指令的操作数N指定被传送数据块的长度,采用字寻址。( )
18.CTUD计数器的当前值大于等于预置数PV时置位,停止计数。( )
19.字节循环移位指令的最大移位位数为8位。( )
20.PLC扫描周期主要取决于程序的长短。( )
四、综合题
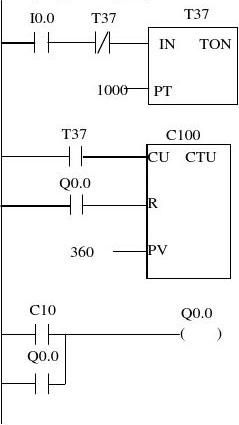
1.已知某控制程序的语句表的形式,请将其转换为梯形图的形式。(4分) LD I0.0
AN T37
TON T37,1000
LD T37
LD Q0.0
CTU C10,360
LD C10
O Q0.0
= Q0.0
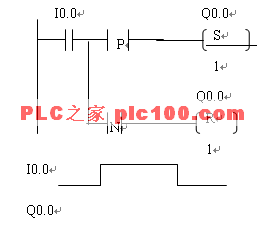
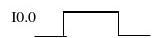
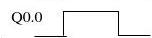
2.已知输入触点时序图,结合程序画出Q0.0的时序图。(3分)
3.有电动机三台,希望能够同时启动同时停车。设Q0.0、Q0.1、Q0.2分别驱动电动机的接触器。I0.0为启动按钮,I0.1为停车按钮,试编写程序。(5分)
4.组合机床的工作循环图及元件动作表如图示,试用置位复位指令编写程序。(8分
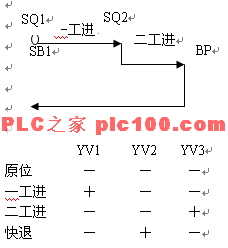
)
S7-200PLC自测试题(1)答案
一.填空
1. 数据存储器 数据目标
2. HC+高速计数器号
3. TON TOF TONR
4. Q0.0 Q0.1
5. 字寻址
6. SM0.1
7. 6 HSC3 和 HSC5
8. 当前值 位值
9. 直流 交流
10. 输入信号 输出信号
11. 智能模块
12. 差分输入型
二.选择
1.D 2.D 3.D 4.A 5.A 6.C 7.D 8.A 9.C 10.D 11.D 12.C 13.D 14.A
15.A 16.C 17.B 18.A 19.B 20.B
三.判断
1.对 2. 对3. 错4. 错5. 错6. 错7. 对8. 对9. 对10. 错11. 错12. 错13. 对14. 对15. 对
16. 对17. 错18. 错19. 对20. 对
四.综合题
1. 梯形图LAD
2.
3.
梯形图LAD
Q0.0 I0.1
(
R ) 3
4.
梯形图LAD
I0.0 Q0.0 ( S ) 1 I0.2 Q0.2 ( S ) 1 Q0.0 1 I0.3 Q0.1 ( S ) 1 Q0.2
1
I0.1 Q0.0
( R )
3
QB0