教案首页
教学过程及教学内容
[课前组织]
1.检查学生出勤情况,填写教学日志。
2.检查学生装束是否整齐
3.讲述要求:纪律、卫生、学习方法、如何作笔记
4.宣布本项目的学习任务与目的要求:
任务一 套类零件的基础知识
(1)掌握套类零件的加工工艺。
(2)掌握孔的加工方法。
(3)了解套类零件的技术要求和相关内容。
任务二 车削套类零件
(1)能加工各类套类零件。
(2)能合理安排套类零件的加工工艺。
[入门指导]
任务一 套类零件的基础知识
● 活动一 学会内孔刀具的刃磨
车床上经常用麻花钻与车孔刀进行工件内孔的加工。
麻花钻钻的孔其尺寸精度与表面粗糙度都很难达到要求。在车床上进行孔加工时,常常是先使用比孔径小2mm左右的钻头进行钻孔,然后再用车孔刀对孔进行车削加工。
1.车孔刀
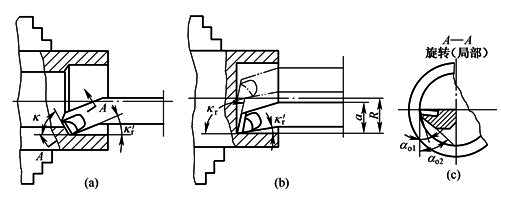
根据不同的加工情况,车孔刀可分为通孔车刀和不通孔车刀两种,如图3.24所示。
(1)通孔车刀
其切削部分的几何形状基本上跟外圆车刀相同。为了减小径向切削力防止振动,主偏角一般取60°~75°,副偏角取15°~30°。为了防止车孔刀后刀面和孔壁的摩擦,以及不使车孔刀的后角磨得太大,一般磨成两个后角。
(2)不通孔车刀
不通孔车刀是车阶台孔或不通孔用的,切削部分的几何形状基本上跟偏刀相同。它的主偏角大于90°。刀尖在刀杆的最前端,刀尖到刀杆外端的距离。应小于内孔半径R,否则孔的底平面就无法车平。车内孔阶台时,只要不碰即可。
2.车孔刀的刃磨
后角取8°~12°。不通孔车刀的切削部分基本上与外偏刀相似,主偏角应大于90°,一般为93°左右,副偏角为3~6°,后角为8~12°。
内孔车刀的切削部分基本上与外圆车刀相似,只是多一个弯头而已。
根据内孔的几何形状,通孔车刀的主偏角一般取45°~75°,副偏角一般取6°~30°,
内孔车刀卷屑槽方向的选择:
当内孔车刀的主偏角为45°~75°,在主切削刃方向磨卷屑槽,能使其切削刃锋利,切削轻快,在切削深度较深的情况下,仍能保持它的切削稳定性,故适用于粗车。如果在副切削刃方向磨卷屑槽,在切削深度较浅的情况下,能达到较好的表面质量。
当内孔车刀的主偏角大于90°,在主切削刃方向磨卷屑槽,它适宜于纵向切削,但切削深度不能太深,否则切削稳定性不好,刀尖容易损坏。如果在副切削刃方向磨卷屑槽,它适宜于横向切削。
●活动二 车削内孔
孔是零件中较常见的型面之一。孔加工与外圆加工相比,有许多需要注意的地方。如:孔加工是在工件内部进行,因此难于观察、难于控制;车孔刀的刀杆受到孔径的限制,不能太粗,因此刚性较差;同时加工时的冷却、排屑与测量等均较外圆加工难。
1.车削内孔的方法
在车床上进行孔加工时,常常是先使用比孔径小2mm左右的钻头进行钻孔,然后再用车孔刀对孔进行车削加工。
(1)钻头的安装
直柄麻花钻用钻夹头装夹,再将钻夹头的锥柄插入尾座锥孔;锥柄麻花钻可直接或用莫氏变径套过渡插入尾座锥孔。
(2)钻孔方法
1)钻孔前先把工件平面车平,中心处不许有凸头,有时还可以先用中心钻定心,以利于钻头定心和确保同轴度。
2)找正尾座,使钻头中心对准工件的旋转中心,否则可能会扩大钻孔直径和折断钻头。
(3)车孔刀的装夹
装刀时,刀尖必须与工件中心线等高或稍高一些,这样就能防止由于切削力而使刀尖扎入工件。同时车孔刀伸出长度应尽可能短。
车孔刀装好后,应先在毛坯孔内走一遍,以防车孔时由于刀杆装得歪斜而碰到孔的表面。
(4)车孔方法
1)车直孔方法
直孔车削基本上与车外圆相同,只是进刀和退刀方向相反。粗车和精车内孔时也要进行试切和试测,其试切方法与试切外圆相同。即根据径向余量的一半横向进给,当车刀纵向切削至2mm左右时纵向快速退出车刀(横向不动)然后停车试测。反复进行,直至符合孔径精度要求。
2)车台阶孔方法
①车削直径较小的台阶孔时,由于直接观察困难,尺寸精度不易掌握,所以通常采用先粗、精车小孔,再粗、精车大孔的方法进行。
②车削大的台阶孔时,在视线不受影响的情况下,通常采用先粗车大孔和小孔,再精车大孔和小孔的方法进行。
③车削孔径大、小相差悬殊的台阶孔时,最好采用主偏角小于90°(一般为85°~88°)的车刀先进行粗车,然后用内偏刀精车至图样尺寸。因为直接用内偏刀车削,进刀深度不可太深,否则刀尖容易损坏。其原因是刀尖处于切削刃的最前沿,切削时刀尖先切入工件,因此其承受力最大,加上刀尖本身强度差,所以容易碎裂。其次由于刀杆细长,在纯轴向抗力的作用下,进刀深了容易产生振动和扎刀。
④控制车孔长度的方法。粗车时通常采用刀杆上刻线痕作记号,或安放限位铜片,以及用床鞍刻度盘的刻线来控制等。精车时还需用钢直尺、游标深度尺等量具复量车准。
3)车削平底孔的方法
①选择比孔径小2mm的钻头进行钻孔,钻孔深度,从麻花钻顶尖量起,并在麻花钻上刻线痕作记号。
②粗车底平面和粗车孔成形(留精车余量),然后再精车内孔及底平面至图样尺寸要求。
2.测量孔径量具的使用方法
测量孔径尺寸,当孔径精度要求较低时,可以用钢直尺、游标卡尺等进行测量;当孔径精度要求较高时,通常用塞规、内测千分尺或内径百分表结合千分尺进行测量。
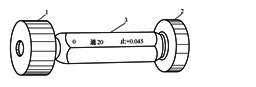
塞规如图所示,由过端1,止端2和柄3组成。过端按孔的最小极限尺寸制成,测量时应塞入孔内。止端按孔的最大极限尺寸制成,测量时不允许插入孔内。当过端塞入孔内,而止端插不进去时,就说明此孔尺寸是在最小极限尺寸与最大极限尺寸之间,是合格的。
(2)用内测千分尺测量
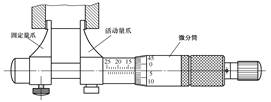 内测千分尺及其使用方法:这种千分尺刻线方向与外径千分尺相反,当微分筒顺时针旋转时,活动量爪向左移动,量值增大。
内测千分尺及其使用方法:这种千分尺刻线方向与外径千分尺相反,当微分筒顺时针旋转时,活动量爪向左移动,量值增大。
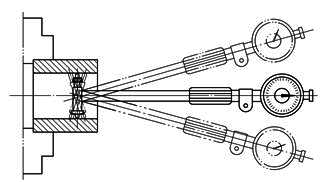
(3)用内径百分表测量
内径百分表是用对比法测量孔径,因此使用时应先根据被测最工件的内孔直径,用外径千分尺将内径表对准“零”位后,方可进行测量,其测量方法如图3.27所示。取最小值为孔径的实际尺寸。
3.车削内孔时的注意事项
车孔的关键技术是解决车孔刀的刚性和排屑间题。增加车孔刀的刚性主要采取以下几项措施。
(1)增加刀杆的截面积
一般的车孔刀有一个缺点,刀杆的截面积小于孔截面的四分之一。如果让车孔刀的刀尖位于刀杆的中心平面上,这样刀杆的截面积就可达到最大程度。
(2)刀杆的伸出长度尽可能缩短
如刀杆伸出太长,就会降低刀杆刚性,容易引起振动。因此,刀杆伸出长度只要略大于孔深即可,为此,要求刀杆的伸出长度能根据孔深加以调整。
(3)控制切屑流出方向
精车通孔要求切屑流向待加工表面(前排屑),不通孔要求切屑从孔口排出(后排屑)。
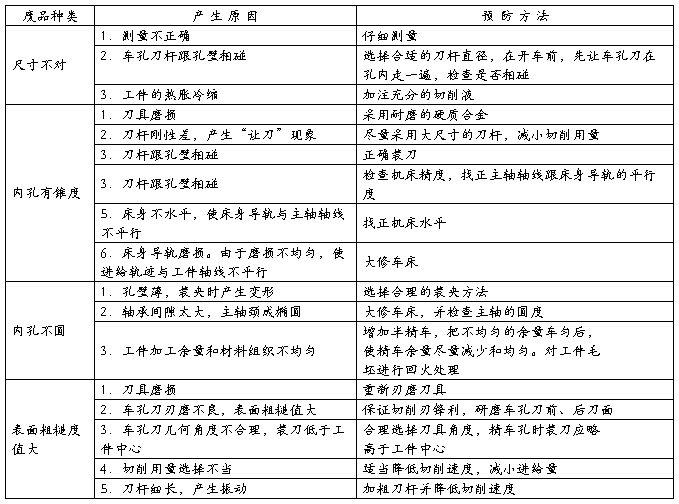
4.产生废品的原因及预防方法
产生废品的原因及预防方法
任务二 车削套类零件
1.技能训练要求
(1)掌握车孔、车平底孔的方法。
(2)掌握孔深的控制和测量方法。
2.使用的刀具、量具和辅助工具
千分尺、内径量表、游标卡尺、镗孔车刀、中心钻、麻花钻。
3.技能训练内容
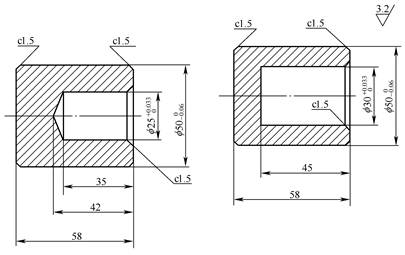 (1)工件图样
(1)工件图样
(2)参考步骤
1)装夹找正,粗、精车端面,精车外圆,钻中心孔,钻孔f12mm,扩孔f23.5mm,精车外圆至尺寸,镗孔f 25mm至图样尺寸,倒角;
2)调头装夹,车端面至总长尺寸,倒角;
3)检测;
4)重新装夹找正,粗、精镗f 30mm至图样尺寸;
5)孔口倒角;
6)检测。
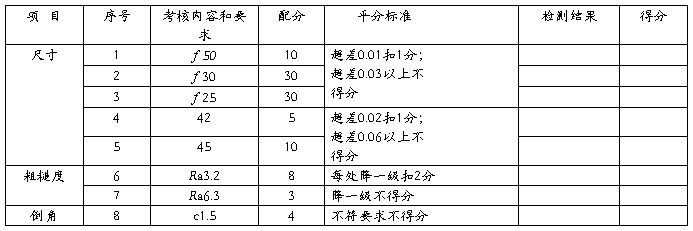
评分表
[巡回指导]
◆巡回重点
◆个别指导 对个别学生的操作错误进行个别指导。
◆集体指导 对普遍存在问题进行集中指导。
[小结、考核]
1.抽查学生对本项目内容的学习情况。
2.对学生整个学习过程总结评定,指出不足之处和改正点。
3.提出难点、重点、关键技术。
[结束指导]
◆教师点评小结本项目训练情况。
◆整理工作场地,对机床进行日常维护保养。
◆ 直到学生自我总结评价,填写实训报告。
[思考与练习]
1.试分析车削内孔时产生锥度的原因是什么?
2.用内径千分尺测量孔径时,怎样才能测到正确的尺寸?
第二篇:车工实训教案8
教案首页
教学过程及教学内容
[课前组织]
1.检查学生出勤情况,填写教学日志。
2.检查学生装束是否整齐
3.讲述要求:纪律、卫生、学习方法、如何作笔记
4.宣布本项目的学习任务与目的要求:
任务一 锥度的基础知识
(1)了解锥体的作用和技术要求。
(2)掌握车削圆锥面的方法。
(3)掌握锥度的检验方法。。
任务二 圆锥零件的加工车削圆锥体训练
(1)学会圆锥面的加工及机床的调整操作。
(2)掌握圆锥面的检测方法。
[新课导入]
导语:在机床与工具中,圆锥面配合应用得很广泛。通过该项目的训练,可以学会锥度的车削与测量方法。
[入门指导]
任务一 锥度的基础知识
●活动一 认识圆锥体
1.了解表征圆锥体的参数
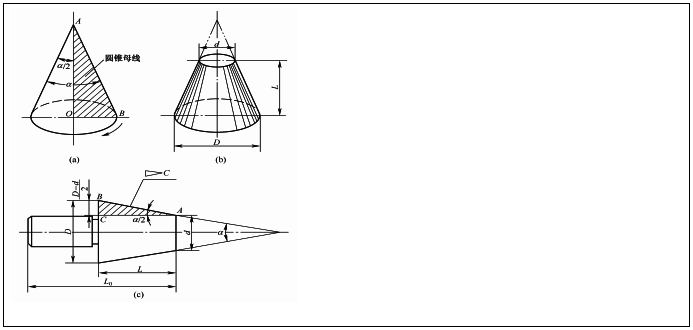
(1)圆锥表面的形成
与轴线成一定角度,且一端相交于轴线的一条直线段AB,围绕着该轴线旋转形成的表面,称为圆锥表面(简称圆锥面),如图(a)所示。其斜线称为圆锥母线。如果将圆锥体的尖端截去,则成为一个截锥体,如图(b)所示。
圆锥是由圆锥表面与一定尺寸所限定的几何体。圆锥可分为外圆锥和内圆锥两种。通常把外圆锥称为圆锥体,内圆锥称为圆锥孔。
(2)圆锥体的计算
如图示为圆锥的各部分名称、代号。
其中:
D——最大圆锥直径(简称大端直径)(mm);
d——最小圆锥直径(简称小端直径)(mm);
a——圆锥角(°);
a/2——圆锥半角(°);
L——最大圆锥直径与最小圆锥直径之间的轴向距离(mm);
C——锥度; L0——工件全长(mm)。
 这四个量中,只要知道任意
这四个量中,只要知道任意
三个量,其他一个未知量就可以
求出,计算公式为:
tg(a/2) = (D-d)/2L
2.熟悉标准圆锥体
为了降低生产成本和使用方便,常
用的工具、刀具圆锥都已标准化。
也就是说,圆锥的各部分尺寸,按
照规定的几个号码来制造,使用时
只要号码相同,就能紧密配合和互
换。标准圆锥已在国际上通用,即
不论哪一个国家生产的机床或工具,
只要符合标准圆锥都能达到互换性。
常用的标准工具圆锥有下列两种:
(1)莫氏圆锥
莫氏圆锥是机器制造业中应用得最广泛的一种,如车床主轴孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。莫氏圆锥分成七个号码,即0、1、2、3、4、5、6,最小的是0号,最大的是6号。莫氏圆锥是从英制换算过来的。当号数不同时,圆锥半角也不同。
(2)米制圆锥
米制圆锥有八个号码,即4、6、80、100、120、140、160和200号。它的号码是指大端的直径,锥度固定不变,即C = 1∶20。例如100号米制圆锥,它的大端直径是100mm,锥度C=1∶20,其优点是锥度不变、记忆方便。
与其他型面相比,圆锥体的加工在保证尺寸精度、表面粗糙度以外,还需要保证角度和锥度的要求。
●活动二 车削圆锥体
1.熟悉车削圆锥体的方法
车削圆锥的方法常用的有如下四种
(1)转动小滑板法
将小滑板转动一个圆锥半角,使车刀移动的方向和圆锥素线的方向平行,即可车出外圆锥,如图所示。用转动小滑板法车削圆锥面操作简单,可加工任意锥度的内、外圆锥面。但加工长度受小滑板行程限制。另外需要手动进给,劳动强
度大,工件表面质量不高。
(2)偏移尾座法
车削锥度较小而圆锥长度较长的工件时,应选用偏移尾座法。车削时将工件装夹在两顶尖之间,把尾座横向偏移一段距离s,使工件旋转轴线与车刀纵向进给方向相交成一个圆锥半角,如图3.31所示,即可车出正确外圆锥。采用偏移尾座法车外圆锥时,尾座的偏移量不仅与圆锥长度有关,而且还和两顶尖之间的距离(工件长度)有关。
(3)仿形法
仿形法(又称靠模法)是刀具按仿形装置(靠模),如图3.32所示,进给车削外圆锥的方法。
(4)宽刃刀切削法
在车削较短的圆锥面时,也可以用宽刃刀直接车出。宽刃刀的切削刃必须平直,切削刃与主轴轴线的夹角应等于工件圆锥半角。
使用宽刃刀车圆锥面时,车床必须具有足够的刚性,否则容易引起振动。当工件的圆锥素线长度大于切削刃长度时,也可以用多次接刀方法,但接刀处必须平整。
2.熟悉测量圆锥体的方法
测量圆锥体,不仅要测量它的尺寸精度,还要测量它的角度(锥度)。
(1)角度的检验
1)用万能角度尺 使用万能角度尺测量圆锥体的方法如图所示。使用时要注意:
①按工件所要求的角度,调整好万能角度尺的测量范围;
②工件表面要清洁;
③测量时,万能角度尺面应通过中心,并且一个面要跟工件测量基准面吻合,透光检查;读数时,应该固定螺钉,然后离开工件,以免角度值变动。
2)用角度样板在成批和大量生产时,可用专用的角度样板来测量工件,如图所示。

3)用圆锥量规 在测量标准圆锥或配合精度要求较高的圆锥工件时,可使用圆锥量规,圆锥量规又分为圆锥塞规和圆锥套规。
用圆锥塞规测量内圆锥时,先在塞规表面上顺着锥体母线用显示剂均匀地涂上三条线(相隔约120°),然后把塞规放入内圆锥中转动(约±30°),观察显示剂擦去情况,如果接触部
位很均匀、说明锥面接触情况良好,锥度正确。假如小端擦着,大端没擦去,说明圆锥角大了。反之,就说明孔的圆锥角小了。
测量外圆锥用圆锥套规,方法跟上面相同,但是显示剂应涂在工件上。
(2)圆锥的尺寸检验
圆锥的尺寸一般用圆锥量规检验,如图3.36所示。圆锥量规除了有一个精确的锥形表面之外,在端面上有一个阶台或具有两条刻线。阶台或刻线之间的距离就是圆锥大小端直径的公差范围。
应用圆锥塞规检验内圆锥时,如果两条刻线都进入工件孔内,则说明内圆锥太大。如果两条线都未进入,则说明内圆锥太小。只有第一条线进入,第二条线未进入,内圆锥大端直径尺寸才算合格。
3.车削圆锥体的注意事项
(1)车刀必须对准工件旋转中心,避免产生双曲线(母线不直)误差。
(2)车削圆锥体前对圆柱直径的要求,一般应按圆锥体大端直径放余量lmm左右。
(3)车刀切削刃要始终保持锋利,工件表面应一刀车出。
(4)转动小滑板法加工时,应两手握小滑板手柄,均匀移动小滑板。在转动小滑板时,应稍大于圆锥半角,然后逐步找正。当小滑板角度调整到相差不多时,只须把紧固螺母稍松一些,用左手拇指紧贴在小滑板转盘与中滑板底盘上,用铜棒轻轻敲小滑板所需找正的方向,凭手指的感觉决定微调量,这样可较快地找正锥度。注意要消除中滑板间隙。同时小滑板不宜过松,以防工件表面车削痕迹粗细不一。同时要防止扳手在扳小滑板紧固螺帽时打滑而撞伤手。
(5)粗车时,进刀量不宜过大,应先找对锥度,以防工件车小而报废。一般留精车余量0.5mm。
(6)偏移尾座法加工时,偏移尾座时,应仔细、耐心,熟练掌握偏移方向。
(7)用量角器检查锥度时,测量边应通过工件中心。用套规检查时,工件表面粗糙度要小,涂色要薄而均匀,转动量一般在半圈之内,多则易造成误判。
(8)当车刀在中途刃磨以后装夹时,必须重新调整,使刀尖严格对准工件中心线。
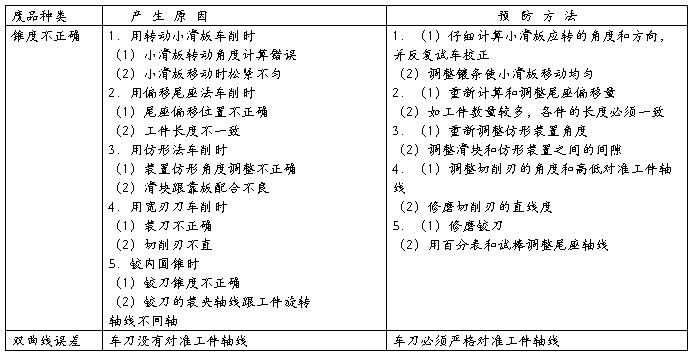
4.产生废品的原因及预防方法
产生废品的原因及预防方法
任务二 圆锥零件的加工车削圆锥体训练
1.技能训练要求
(1)掌握圆锥体的加工方法;
(2)掌握圆锥体的测量方法。
2.使用的刀具、量具和辅助工具
中心钻、外圆车刀、游标卡尺、圆锥套规等。
3.技能训练内容
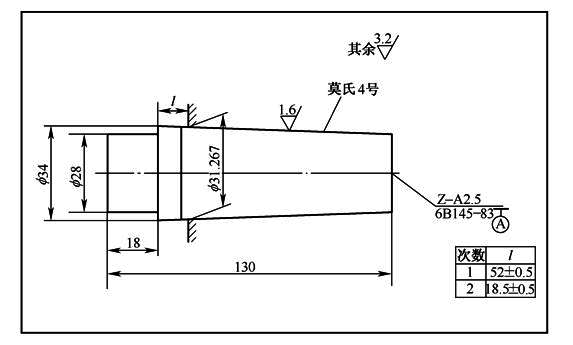
(1)工件图样
(2)工艺分析(略)
(3)参考步骤
1)车两端面,保证总长,打中心孔;
2)在两顶尖上安装工件,车外圆;
3)调头,在两顶尖上安装工件;
4)粗车圆锥体,测量圆锥体的锥度,并注意调整,使锥度符合要求;
5)重复练习以上步骤。
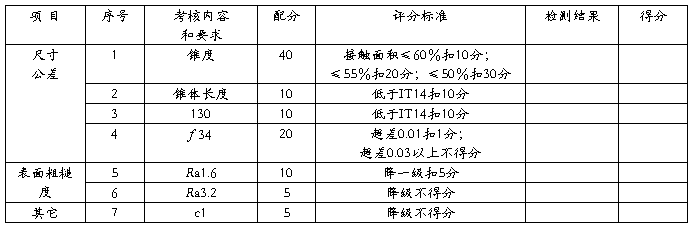
(4)评分表
平分表
[巡回指导]
◆个别指导 对个别学生的操作错误进行个别指导。
◆集体指导 对普遍存在问题进行集中指导。
[小结、考核]
1.抽查学生对本项目内容的学习情况。
2.对学生整个学习过程总结评定,指出不足之处和改正点。
3.提出难点、重点、关键技术。
[结束指导]
◆教师点评小结本项目训练情况。
◆整理工作场地,对机床进行日常维护保养。
◆指导学生自我总结评价,填写实训报告。
[思考与练习]
1.转动小滑板法和偏移尾座法车削圆锥面各有什么优缺点?各适用于什么场合?
2.怎样检验圆锥面的锥度和直径尺寸的正确性?
3.车削圆锥时,车刀没有对准工件轴线,对工件质量有什么影响?