一 退火
将钢件加热到高于或低于钢的临界点,保温一定时间,随后在炉内或埋入导热性较差的介质中缓慢冷却,以获得接近平衡的组织,这种工艺叫—
目的: 1) 降低硬度—切削加工
2) 细化晶粒,改善组织—提高机械性能
3) 消除内应力—淬火准备
4) 提高塑性,韧性—冷冲压, 冷拉拔 1 完全退火:将钢加热到Ac3以上30~50℃,保温一定时间后,缓慢冷却以获得接近平衡状态组织(P+F)的热处理工艺.
目的:通过完全重结晶,使锻,铸,焊件降低硬度,便于切削加工,同时可消除内应力,使A充分转变成正常的F和P.
应用: 亚共析钢
* 不能用于共析钢,∵在Accm以上缓冷,会析出网状渗碳体(Fe3CⅡ),脆性↑
2 不完全退火:将共析钢或过共析钢加热到Ac1以上20~30℃,适当保温,缓慢冷却的热处理工艺-- 又叫球化退火.
目的:使珠光体组织中的片状渗碳体转变为粒状或球状,这种组织能将低硬度,改善切削加工性.并为以后淬
火做准备.减小变形和开裂的倾向.
应用:共析钢,过共析钢(球化退火)
3 等温退火:将钢件加热到Ac3A(亚共析钢)或Ac1(共析钢或过共析钢)以上,保温后较快地冷却到稍低于Ar1的温度,再等温处理,A转变成P后,出炉空冷. 目的: 节省退火时间,得到更均匀的组织,性能. 应用: 合金工具钢,高合金钢
4 去应力退火:将钢加热到Ac1以下某一温度(约500~650℃)保温后缓冷.
(又叫低温退火)
目的:消除内应力
应用:铸,锻,焊
*不发生相变,重结晶 例子:杯裂
5 再结晶退火:将钢件加热到再结晶温度以上150~250℃,即650~750℃,保温,空冷.
目的: 发生再结晶,消除加工硬化.
应用: 冷扎,冷拉,冷压等
* 可能相变
6 扩散退火: 均匀化退火,高温进行
目的:消除偏析,应用:铸件
二 正火
钢件加热到Ac3(亚)或Accm(过共)以上30~50℃,保
温,空冷
* 正火作用与退火相似,区别是正火冷速快,得到非平衡的珠光体组织,细化晶粒,效果好,能得到片层间距较小的珠光体组织.
与退火对比
实践表明:工件硬度HB170-230时,对切削有利 正火目的:1 提高机械性能
2 改善切削加工性
3 为淬火作组织准备—大晶粒易开裂
对于过共析钢,正火能减少二次渗碳体的析出,使其不形成连续的网状结构,有利于缩短过共析钢的球化退火过程,经正火和球化退火的过共析钢有较高的韧性,淬火就不易开裂,用于生产过共析钢的工具的工艺路线:
锻造—正火—球化退火—切削加工—淬火, 回火—磨
低碳钢,正火代替退火,中C钢: 正火代调质(但晶粒
不均)
三 淬火
将钢件加热到Ac3(亚)或Ac1(过)以上30-50℃,经过保温,然后在冷却介质中迅速冷却,以获得高硬度组织的一种热处理工艺.
目的:提高硬度,耐磨性
应用:工具,模具,量具,滚动轴承.
组织:马氏体.下贝氏体
淬火冷却:决定质量,理想冷却速度两头慢中间快.减少内应力.
1 常用淬火法:
1) 单液淬火(普通淬火):在一种淬火介质中连续冷却至室温.如碳钢水冷
缺点: 水冷,易变形,开裂. 油冷:易硬度不足,或不均 优点: 易作,易自动化.
2) 双液淬火:先在冷却能力较强的介质中冷却到300℃左右,再放入冷却到冷却能力较弱的介质中冷却,获得马氏体.
对于形状的碳钢件,先水冷,后空冷.
优点: 防低温时M相变开裂.
3) 分级淬火:工件加热后迅速投入温度稍高于Ms点的冷却介质中,(如言浴火碱浴槽中)停2-5分(待表面
与心部的温差减少后再取出)取出空冷.
应用:小尺寸件(如刀具淬火) 防变形,开裂 优点: 工艺理想,操作容易
缺点: ∵在盐浴中冷却,速度不够大 ∴只适合小件
4) 等温淬火:将加热后的钢件放入稍高于Ms温度的盐浴中保温足够时间, 使其发生下贝氏体转变,随后空冷.
应用: 形状复杂的小零件,硬度较高,韧性好,防变形,开裂.
例子:螺丝刀(T7钢制造)
用淬火+低温回火 HRC55, 韧性不够,扭10°时易断
如用等温淬火, HRC55~58 韧性好, 扭90°不断 等温淬火后如有残余A,需回火, A-F. 如没有残余A,不需回火
缺点:时间长
2 钢的淬透性与淬硬性
淬透性:钢在淬火时具有获得淬硬层深度的能力.
淬硬性:在淬火后获得的马氏体达到的硬度,它的大小取决于淬火时溶解在奥氏体中的碳含量.
四 回火
将淬火后的钢加热到Ac1以下某一温度,保温一定时间,后冷却到室温的热处理工艺.
目的:消除淬火后因冷却快而产生的内应力,降低脆性,使其具有韧性,防止变形,开裂,调整机械性能.
1 低温回火:加热温度 150~250℃
组织: 回火马氏体—过饱和度小的α-固溶体,片状上分布细小ε-碳化物
目的: 消除内应力,硬度不降.HRC58~64
应用: 量具,刃具
低碳钢: 高塑性,韧性,较高强度配合
2 中温回火:加热温度 350~500℃
组织: 极细的球(粒)状Fe3C和F机械混合物. (回火屈氏体)
目的:减少内应力,提高弹性,硬度略降.
应用:(0.45~0.9%)弹簧,模具 高强度结构钢 3 高温回火:500~650℃
组织: 回火索氏体—较细的球(粒)状Fe3C和F机械混合物.
目的: 消除内应力,较高韧性,硬度更低.
应用: 齿轮,曲轴,连杆等(受交变载荷)
淬火+高温回火---调质
五 表面淬火
表面层淬透到一定深度而中心部仍保持原状态. 应用:既受摩擦,又受交变,冲击载荷的件.
目的:提高表面的硬度,有利的残余应力.
提高表面耐磨性,疲劳强度
加热方法:1 火焰: 单间小批局部,质量不稳 2 感应加热: 质量不稳
六 化学热处理
工件放在某种化学介质中加热,保温,使化学元素渗入工件表面,改善工件表面性能.
应用: 受交变载荷,强烈磨损,或在腐蚀,高温等条件下工作的工件.
渗C: 表面成高碳钢,细针状高碳马氏体(0.85~1.05%),心部又有高韧性的受力较大的齿轮,轴类件
固体渗碳, 液体渗碳,气体渗碳(常用:渗碳剂如甲醇+丙酮 900~930℃)
如: 低碳钢,表层:P+Fe3CⅡ 内部:P+F
热处理:淬火+低温回火 得到回火M(细小片状)+ Fe3CⅡ
表面含C: 0.85~1.05% 若表面含C低,得到低含
C的回火M,硬度低
含C高,网状或大量块状渗C体,脆性↑
渗N: 表面硬度,耐磨性,耐蚀性,疲劳强度↑
温度: 500~570℃ 最后工序. 为保证内部性能,氮化前调质
优点: 氮化后不淬火,硬度高(>HV850),氮化层残余压应力,疲劳强度↑
氮化物抗腐蚀. 温度低,变形小.
碳氮共渗: 硬度高,渗层较深,硬度变化平缓,具有良好的耐磨性,较小的表面脆性.
第二篇:常见的热处理方法
常见的热处理方法、目的和工序位置的安排
由于热处理工序安排对车削类工艺影响较大,更重要的是往往由于热处理工序安排颠倒,使工件无法继续加工,而且所产生的废品往往是无法挽回的。为此对热处理工序的安排要加以了解,并引起重视。
下面将常见的热处理方法、目的和工序位置的安排分别介绍如下:
一 、预备热处理
预备热处理包括退火、正火、调质和时效等。这类热处理的目的是改善加工性能,消除内应力和为最终热处理做好组织准备。退火、正火、调质工序多数在粗加工前后,时效处理一般安排在粗加工、半精加工以后,精加工之前。
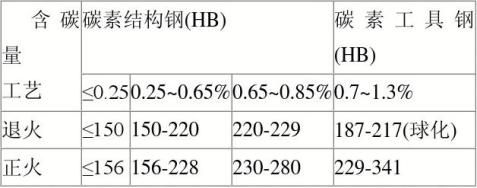
1. 退火和正火
目的是改善切削性能,消除毛坯内应力,细化晶粒,均匀组织;为以后热处理作准备。 例如:含碳量大于0.7%的碳钢和合金钢,为降低硬度便于切削加工采用退火处理;含碳量低于0.3%的低碳钢和低合金钢,为避免硬度过低切削时粘刀,而采用正火适当提高硬度。
一般用于锻件、铸件和焊接件。退火一般安排在毛坯制造之后,粗加工之前进行。
2. 调质
目的是使材料获得较好的强度、塑性和韧性等方面的综合机械性能,并为以后热处理作准备。
用于各种中碳结构钢和中碳合金钢。调质一般安排在粗加工之后,半精加工之前。 调质是最常用的热处理工艺。大部分的零件都是通过调质处理来提高材料的综合机械性能,即提高拉伸强度、屈服强度、断面收缩率、延伸率、冲击功。调质处理能大大提高材料的拉伸和屈服强度, 提高屈强比和冲击功, 使材料具有强度和塑韧性的良好配合。由于屈服强度、疲劳强度、冲击强度的提高,在零件设计时就可以采用更小的材料截面,从而减少机械设备的整体重量,节省零件占用空问和能量消耗。因此在某些场合为了减少机械空间和机械重量在设计过程中要有意识地利用调质工艺。 需要强调的是,一般来讲调质钢应该为中碳钢( C = 0.3%~0.6%);碳钢中像30、35、40、45、50等钢种则既可以调质处理又可以正回火使用;而对高碳钢和低碳钢则不宜采用调质工艺
调质过程是淬火加高温回火。首先需要将零件加热到材料的Acl点以上30~50℃(800.950℃),保温一定时间,然后在油中或水中冷却。冷却后立即入炉进行回火(500~650℃),以降低淬火应力、调整组织成份,进而达到机械性能要求。而回火温度的制定是根据硬度或性能高低而定的,硬度和强度越高,回火温度越低。调质工序后的任何高于回火温度的加热,都将降低已达到的强度。
选择调质处理时应特别注意以下几点:
(1)图纸中应明确要求
应明确写明“调质”。若只写“热处理?H B”外协厂家可能采用其他热处理工艺,比如正回火达到所要求的硬度。而正回火所达到的同样硬度的材料其屈服强度和冲击功会非常低。实际工作中曾发生过地脚螺栓使用时发生早期断裂的事故就是由此导致的。
(2)调质的硬度和硬度范围
要按材料标准选择调质的硬度和硬度范围。这一方面有利于工厂配炉生产,另一方面过窄的硬度范围要求在实际生产中根本无法满足。
1
(3)硬度要与所要求的强度相匹配
布氏硬度HB与拉伸强度是有对应关系的。粗略计算HB = O.3σb(N/mm2或MPa ) 。在中国国家标准和国外标准中都有对照表。
设计师在工作中必须注意的另外一点是, 图纸中要求的强度与硬度一定要相互匹配, 否则工艺将无法同时满足。
(4)采用布氏硬度验收
日本企业有时也采用维氏或其他硬度验收调质硬度,虽然各种硬度可以相互换算, 但检测调质硬度时用布氏硬度是最准确和方便的方法。
(5)对调质硬度的限制
如前所述,调质后任何高于调质回火温度的加热都将降低已有强度,情况严重时会导致零件变形甚至产生裂纹。所以对氮化件调质硬度最好不应超过300HB,而表面淬火件和焊接件调质硬度应控制在330HB以下。由于表面淬火和焊接时工件表面急剧加热,将会产生过大的热应力,而超过材料Acl点的加热会使金属组织急剧变化而产生附加的组织应力。在以上两种应力叠加作用下,高硬度件不易缓和和释放应力,容易产生基体组织裂纹,最终将导致零件报废。
3. 低温时效(烘)
用于各种精密零件消除切削加工应力,保持尺寸的稳定性。
一般安排在半精车以后,或粗磨、半精磨以后,精磨以前。
二、最终热处理
1. 淬火
目的是提高材料的硬度、强度和耐磨性。用于中碳以上的结构钢和工具钢。
2. 高频(中频)表面淬火
目的是提高零件表面的硬度和耐磨性,而心部保持良好的塑性和韧性。淬硬深度一般是:高频淬火1~2mm;中频淬火2~6mm。
一般用于中碳以上结构钢和合金钢主轴、齿轮等零件。
当工件淬火后,表面硬度高,除磨削外,一般不能进行其它切削加工。因此工序应尽量靠后,一般安排在半精加工之后,磨削加工之前。
3. 渗碳
使低碳钢的表面层含碳量增加到0.85~1.10%,然后再经淬火、回火处理,使钢件表面层具有高硬度(HRC≥59),增加耐磨性及疲劳强度等。而心部仍保持原有的塑性和韧性。
渗碳一般用于15Cr、20Cr等含碳量低的钢种,渗碳层的深度是根据零件的要求不同,一般为0.2~2mm。
渗碳还可以解决工件有的表面需要淬硬,有的不需要淬硬的工艺技术问题。如一般轴上的螺纹、键槽、中心孔等,为了保持精度,一般不需要淬硬。这时,可在不需要淬硬的表面留有2.5~3mm的去碳层,待渗碳后除去这一部分表面,由于含碳量没有增高,在淬火时硬度不会增加。
渗碳一般安排在半精加工之后,然后进行淬火或部分去碳后再淬火。
三.表面硬化方法极其选材和应用
设计中常常需要对金属材料表面进行硬化处理以提高耐磨性、耐蚀性、耐热性和疲劳强度。常用的表面硬化方法有: 渗碳淬火、氮化、表面淬火、表面堆焊、表面喷涂等。
1. 渗碳处理
在渗碳炉中将低碳钢表面碳含量增至规定范围然后进行淬火,使表面硬度达到HRc56~62,然后低温回火以消除应力和稳定组织。渗碳采用的是专用渗碳钢,如20Cr、20CrMnTi、 2
20CrNiMo、20Cr2Mn2Mo、17Cr2Ni2Mo等,设计时可根据工件尺寸和心部强度要求来选择材料和渗碳层深度;不应过度使用材料和加大渗碳层深,否则将造成生产成本增加。通常情况下,有效截面尺寸小于50mm的零件,可选用20、20Cr;有效截面尺寸50~150且重量小于50kg的工件,可选用20CrMnTi;有效截面大于200mm,或心部强度要求大于1000MPa 的零件可选用17Cr2Ni2Mo。
渗碳层深的选择要根据实际需要进行设计,以节约成本。层深的增加意味着渗碳时间的延长,齿轮一般是根据经验公式来设计层深,现在,轧机齿轮基本上都采用17Cr2Ni2Mo 渗碳淬火工艺,从而废弃了传统的表面淬火工艺。
2.氮化处理
原则上讲任何钢种都可以进行氮化处理。但是最常用的氮化钢是45(HV>300)、40Cr(HV>400)、42CrMo(HV>500)、38CrMoAl(HV>700)。
氮化是在氮化炉中进行,因此变形小。氮化后一般可不加工。氮化硬度要根据材质而定。需要注意的是设计时应尽可能采用整体氮化处理, 因为氮化层本身对使用来说只有益处, 没必要加工处理掉。
对必须进行局部氮化的零件需要做局部保护,氮化后去掉或加工掉保护层,但是如此一来,需要额外的工作很多,增加了制造的复杂性和成本。此外,氮化前必须进行调质处理,以提高心部的机械性能,为氮化做组织准备。
氮化工艺最大的特点是热处理变形小,硬化层浅,特别适用于与调质工艺相结合提高零件的疲劳强度、表面耐磨性、耐蚀性和改善零件的摩擦状态,防止胶合。适用于在周期载荷下工作的零件, 比如轴等。
3.表面淬火
是成本最低的表面硬化处理方法,工艺简单而灵活,适合局部处理,特别适合于提高耐磨性的场合。由于只加热表面层,心部强度保持着表淬前的状态。表面淬火一般工艺是高频感应加热、中频感应加热或火焰加热, 喷水冷却, 然后进行低温回火。表面淬火后零件表面将产生很大的残余压应力,因而使材料的疲劳强度大大提高。但需要注意的是,表淬区域的起始点和终结点处于残余拉应力状态下,此处的疲劳强度因此大大降低。设计时要考虑残余拉应力不可留在齿根处、轴的过渡圆角处等零件应力集中部位, 以免工作应力与残余拉应力叠加造成零件裂纹或断裂。细轴类和薄板类零件本身容易变形, 表淬时由于加工应力的释放与表淬应力的不平衡会产生很大变形, 而淬硬后的零件矫形时容易发生断裂。因此, 设计时应考虑表淬应力的平衡问题。比如将薄板类工件设计成双面对称淬火是一种有效解决表淬变形的方法。表淬前零件需要进行调质处理,一是提高心部强度, 另一方面可以减少淬火变形和裂纹倾向。
在机械产品的设计工作中, 合理选择零件的材料,并采取适当的工艺方法使之能够满足结构要求和使用需要,这是一项非常重要但确常常被设计师们忽视的工作内容,而对于制造厂来讲,产品制造的工艺性和经济性对其生存与发展确是至关重要的问题,因此必须引起设计师的高度重视。
& 一
3