中国地质大学(武汉)

直流稳压电源焊接实习报告
姓 名:___ ______
班 号:______ ___
学 号:_
院 系:机械与电子信息学院
专 业:_通信工程_ ___
指导教师:_吴让仲_ __
成 绩:_______
一、实习目的:
1、熟悉手工焊锡的常用工具的使用及其维护与修理,基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接,熟悉电子产品制作过程及主要工艺;
2、掌握电子组装的基本技能;
3、掌握电子元器件的识别及选择;
4、学习焊接电路板的有关知识;
5、看懂充电器的安装图,学会动手组装和焊接充电器。
6、了解电子产品的焊接、-
二、实习要求
1.熟悉常用电子元器件的识别,选用原则和测试方法。
2.练习和掌握正确与焊接的方法,熟悉焊接工具以及焊接材料的选择.并了解工业生产中的电子焊接技术的发展,焊接的流程以及装配整机的生产流程。
3.掌握充电器的装配、焊接、调试等基本操作技能,并对实际产品的制作,安装,调试和检测。
4.掌握了解电路板的基本知识,基本设计方法。
三、实验器材
1、电烙铁:外热式电烙铁,功率为30 w,烙铁头是铜制。如图1-1

图1-1
2、锡丝:由于它的熔点低,焊接时,能迅速溶化将电子元器件固定到印刷板上。
3、数字万用表:用于检测和调试电路。
3、镊子、螺丝刀、松香(一种助焊剂)、剪刀等必备用具。
4、直流稳压电源及充电器实验套件。如图1-2。

图1-2
四、实验原理
1、稳压输出部分
此部分与我们学过的模拟电子线路理论知识密切相关。能够把交流电转变为平滑的、稳定的直流电的装置称为直流稳压电源。原理图如图1-3
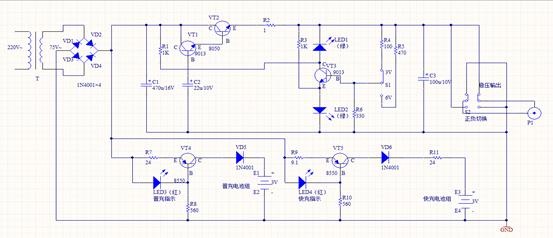
图1-3
直流稳压电源由电源变压器、整流、滤波和稳压电路四部分组成。变压电路是将输入电压变为所需电压;整流电路是将变频交流电压转换为具有直流电成分的脉动直流电压;滤波电路是将脉动直流中的交流成分滤除减少交流成分,增加直流成分稳压电路对整流后的直流电压采用负反馈技术进一步稳定直流电压。如图1-4。
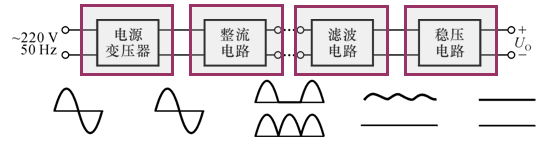
图1-4
(1)整流:该电路由变压器降压变成所需电压大小,再由IN4001桥式整流电路,把交流电变为具有一个极性的直流成分的直流电压输出,其工作原理是利用二极管的单向导电性
(2)滤波:经过整流后的带有部分交流成分的直流电压,滤波电路是利用电抗元件对交、直流阻抗的不同实现滤波的。由于电容器对直流开路,对交流阻抗小经过电容c1、及c2、R2滤去交流成分,使直流成分增加。
(3)稳压输出:由整流电路所输出的直流电压直接作为电子电路的供电电压,具有不稳定的缺点。造成不稳定的主要原因有:一是交流电网的电压不稳定;二是整流器输出的电压纹波的存在;三是负载的变化,使电源内阻上的压降变化,从而使输出电压不稳。
稳压电路由V1.V2.V5.V6.R2.R3等组成 。此稳压电路由串联反馈式组成。
输出电压的变化量由反馈网络取样反馈后控制v2c-e极间电压降从而达到电压输出电压Uo稳定的目的。稳压原理简述为:当输入电压增加时,导致输出电压Uo增加,随之反馈电压Uf也增加,其与基准电压比较后使V1的c-e极间电压降增大,使Uo减小,从而维持Uo基本稳定。
2、充电部分原理
该充电部分由快充和普充两部分组成,其原理基本相同,下面分析普充原理。充电部分电路如图1-5所示。
直流电压经过三极管和稳压管的作用,使输出电压稳定充电电池组两端的电压可由电阻R7、R9、R11经反馈作用经三极管调节控制,使输出稳定,稳压管VD6 使R11两端电压稳定,可作为一基准电压。LED4既作为充电指示,表示充电状态,又作为二极管在电路中实现电路的单向导电性。

图1-5
五、实习内容
1、焊接练习
这是电子实习的基础部分,首先由指导老师讲解焊接要领及焊接要求,之后
自己实际动手练习
(1)焊接要求及要领
1)焊接前应准备好必需的工具,例如电烙铁、镊子、剪刀、斜口钳、尖嘴钳、焊料、焊剂以及等。
2)焊接顺序:先低后高,先小后大,先轻后重。电阻器、二极管、电容器、晶体管、集成电路、大功率管,其它元器件。
3)焊接要领:扶稳不晃,上锡适量;掌握好焊接温度和时间。
4)焊接要求:焊点表面要光滑、清洁,并要有足够的机械强度,大小最好不要超出焊盘,不能有虚焊、搭焊、漏焊保证良好的导电性。
(2)具体焊接方法
1)右手持电烙铁。根据情况左手持焊锡丝或者用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。
2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成45~60°角左右。图5-3为焊接在焊盘中已插好元件引脚的情况。左手向下送锡,右手送烙铁。送锡时间决定锡量大小,烙铁停留时间决定加热时间。当焊锡、烙铁头在元件引脚根部焊盘处相接触后,烙铁头在焊点处停留的时间应根据焊盘大小控制在0.5~2 秒钟。
3)抬开烙铁头。待焊点处的锡冷却凝固。
4)用镊子转动引线,确认不松动,然后可用偏口钳在焊点上方1-2毫米处剪去多余的引线。
2、组装充电器
(1)掌握烙铁的使用方法,
(2)直流稳压电源装配零件,检查和熟悉各种电子元器件。首先根据元器件清单,清点所有元器件,检查有无缺失现象;目测元件外观,检查有无损坏。用万用表测试电阻阻值,并分类放好。正确辨别二极管、三极管和电解电容的极性。将所有元器件上的漆膜、氧化膜清除干净,检查印制板的铜箔线条是否完好,有无断线及短路,最后根据电路图将电阻、二极管进行弯脚。
(3)熟悉直流稳压电源的装配图(认知各电子元器件的焊接位置,如二极管。三极管各引脚的极性及安装时个别元件应注意的问题等)
(4)焊接各种元器件(先低后高,先小后大,先轻后重。电阻器、二极管、电容器等其它元器件。)焊接时由于三极管和集成块不耐热,所以应控制其焊接时间,避免将其烧坏。还应注意防止虚焊、错焊,避免锡条使用过多而造成短路。
(5)测试和调整电路主要调试直流稳压电源电路焊接以及充电的情况。
(6)组装直流稳压电源。将做好的直流稳压电源各部分组合起来,完成完整的直流稳压电源外形。
六、实习调试及测试结果与分析
1、直流稳压电源的测试与调节
未通电前应先检查电路连接是否正确,二极管、三极管的极性是否正确。位置是否装错以及电路板铜箔线条是否有断线或短路,焊接时有无焊锡造成电路短路现象。
测试:1】接通电源后,绿色指示灯亮。2】空载电压:空载时测量通过十字插头输出的直流电压,其值应略高于额定电压值。3】输出极性:波动S2开关,输出极性应作相应变化。4】负载能力:当负载电流额定值150mA时,输出电压的误差应小于10%。5】过载保护:当负载电流增大到一定时LED1逐渐变亮,LED2逐渐变暗。同时输出电压下降。当电流增大到500mA时保护电路起作用,LED1亮,LED2灭。若负载电流减小则电路恢复正常。6】充电电流:充电通道内不装电池,置万用表于直流电流档,当正负表笔分别触及所测通道的正负极时。被测通道充电指示灯亮,所显示的电流即为最大充电电流值。7】充电电压:表笔直接测各通道的正负极电压即为充电电压(不装充电电池时).
2、充电电压及充电电流的调节
稳压电源的稳压电流在150mA超出误差范围时,3v档调节R4,6v档调节R5,阻值增大电压升高,阻值减小电压降低。更改R11的阻值可调节负载电流值:减小阻值即增大负载电流。要改变充电电流值,可更改R7、R9、R11,阻值增大,充电电流减小,阻值减小,充电电流增大。
七、实习中的一些问题
1:为什么测量快冲或普冲短路电流时,必须让万用表的一支笔搭在对角端,搭在同一端为什么没有电流?
答:从电路图可以看出,只有搭在对角端时,整个电路才形成回路,搭在同一端根本没有形成回路,所以没有电流。
2:为什么测量快冲或普冲短路电流时,万用表必须搭在固定的对角端才有电流,搭在另一个对角端却没有电流?
答:因为实际成品中,电池的摆放是N字形,只有测试时搭在N的两个断点处,才有电流,搭在另一端就没有电流。
3为什么用万用表测量短路电流时,用A挡有读数,mA挡没有读数?
答:万用表测量交直流电流时:将量程开关拨至DCA(直流)或ACA(交流)的合适量程,红表笔插入毫安孔(<200mA时)或10安孔(>200mA时),黑表笔插入COM孔,并将万用表串联在被测电路中即可。而我们所要测量的短路电流,都在200mA附近(我们的测量值为150mA和220mA)时,如果用毫安挡测量,可能是因为内部电路就会形成过流保护,就测量不出短路电流电路。
八、心得体会
通过两天的学习,我觉得自己在以下几个方面与有收获:
1、对电路的理解进一步得到深化。我们了解到了焊接普通元件与电路元件的技巧、直流稳压电源工作原理与组成元件的作用等。这些知识不仅在课堂上有效,对以后的电路的学习有很大的指导意义,在日常生活中更是有着现实意义。
2、对自己的动手能力是个很大的锻炼。实践出真知,纵观古今,所有发明创造无一不是在实践中得到检验的。没有足够的动手能力,就奢谈在未来的科研尤其是实验研究中有所成就。在实习中,我充分的锻炼了自己的动手技巧。比如做直流稳压电源的焊接时,好几个焊盘的间距特别小,稍不留神,就焊在一起了,但是我还是完成了任务。
3、充分的锻炼了我的问题解决能力和突发事件的应变。在进行直流稳压电源的安装焊接过程中,最大的收获就是应充分考虑各电子元器件的焊接顺序,及各元器件的焊接位置及高度,比如在进行直流稳压电源的焊接安装时没有考虑其焊接方式,而导致充电器后盖不能合在一起。
在进行直流稳压电源调试时遇到困难是最大的,这一过程考验的是我们的耐心与细心,进一步说就是一次心理战。在检查电路时面对那么小,那么复杂的电路我们需要一个元件一个元件,一个节点一个节点的进行检查,二极管三极管极性是否正确,特别是电容,如果接反了会发生爆炸的危险。足够需要我们的重视。
实习这两天的确很累,不过也正好让我养成了一种良好的作息习惯,在接下来的实习,但愿有更多的收获伴着我,走向未知的将来。
第二篇:焊接实习报告答案
焊接与切割实习报告
1. 手工电弧焊应用的焊接设备(电焊机),其作用是(提供焊接能源).
2. 电焊条(是由金属内芯和药皮)两部分组成,其作用各是(填充金属),(改善焊缝的工艺性能),(有冶金的处理作用).
3. 焊缝的空间位置可分为(平焊)(立焊)(横焊)(仰焊).操作时,其中(平焊)最容易,(仰焊)最难.
5. 使用(直流电焊机)电焊时(工件接正极)为正接法;(工件接负极)为反接法.
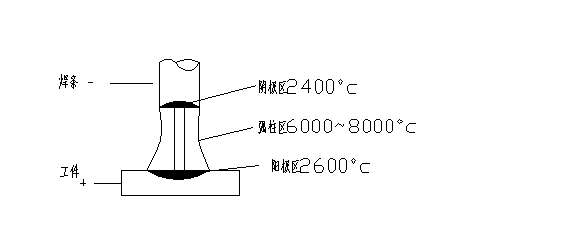
6. 标出焊接电弧的各区域温度及热量分布.
7. 简述手工电弧焊引弧的方法及焊接操作过程的要领.
引弧方法:划擦法 敲击法
操作要领:角度 高度 速度
8. 气焊的设备及工具有(乙炔瓶氧气瓶减压器回火防止器连接导管焊具 )
9. 试说明氧气切割的实质及被切割金属所具备的条件.
氧气切割的实质就是金属在氧气中燃烧的过程
条件:⑴被切割金属的燃点必须低于自身的熔点
⑵金属的导热不能太快
⑶所生成的氧化物的流动性要好
⑷金属在燃烧时应能放出大量的热