课程:成本会计实验
成本会计 实验报告
系 会计系
专业 会计学
班级
姓名 xxxxxx
学号 20
指导老师
学年学期 20##-20##-1
20##年12月30日
第二篇:实验报告2——物流路径系统及成本分析

 系
系
统建模与仿真
实验题目:物流路径系统及成本分析
学 院:能源科学与工程学院
专业班级:工业09-3班
学 号:310902020316
姓 名:刘玉龙
一、问题
靠背back、坐垫seat、椅腿leg 以2 min一套的速度进入流水线;组装部门以6 min/件的速度进行组装;喷漆部门(喷成红色、绿色或黄色)的生产速度是10 min/件,合格率为90%;检验部门的工作速度为 3min/件,有部分由于喷漆不合格,被送回重新喷漆,装部门(相同颜色的4 把椅子打成一包)的工作效率为4min/件,然后被运走。
二、实验目的
1)了解生产线物流路径系统的设计。
2)学会使用Match命令和Percent命令。
3)分析物流成本的构成及其影响因素。
三、定义元素
通过在系统布局窗口单击鼠标右键,将弹出元素定义窗口,通过元素定义窗口定义下列元素:
(1)part:Back、Seat、Legs
(2)buffer:B1、B2、B3、Paint_Q、Inspection_Q、Packing_Q
(3)path:path1、path2、path3、path4、path5
(4)machine:Assembly、Painting、Inspection、Packing
(5)labor:Inspector
(6)variable:x、output、cost
(7)attribute:c
四、元素可视化设置
模型的可视化效果如图4-1所示:
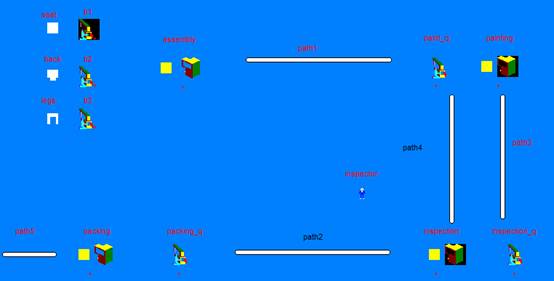
图4-1生产线物流路径系统可视化效果图
1、Part和Buffer元素可视化设置
在元素选择窗口分别选择Back、Seat、Legs元素,鼠标右键点击Display出现如图4-2所示对话框,设置它们的Name、Icon和Style属性项。

图4-2 Display对话框
分别选择B1、B2、B3、Paint_Q、Inspection_Q、Packing_Q元素,设置它们的Name、Icon、Part和Queue属性项,在Display Part Queue对话框(如图4-3)中设置Part Queue属性项的Queue Type选择为Count ,Display Size设置为3位,则这些缓冲区将采用计数的方式动态显示缓冲区内的Part的数量。
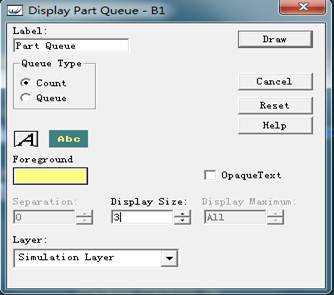
图4-3 Display Part Queue对话框
2、Path元素的可视化设置
分别选择path1、path2、path3、path4、path5,设置它们的Name属性项和Path属性项、Display Path对话框(如图4-4)。
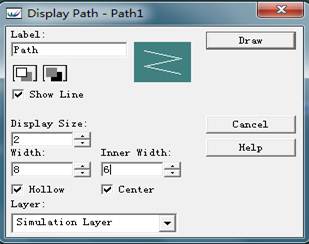
图4-4 Display Path对话框
五、各个元素细节设计
1、ELEMENT NAME: Back
Element Type: Part
Type: Variable attributes
Group number: 1
Inter Arrival Time: 2.0
First Arrival at: 0.0
Maximum Arrivals: Unlimited
Input / Output Rules Output: PUSH to B2
2、ELEMENT NAME: Legs
Element Type: Part
Type: Variable attributes
Group number: 1
Inter Arrival Time: 2.0
First Arrival at: 0.0
Maximum Arrivals: Unlimited
Input / Output Rules Output: PUSH to B3
3、ELEMENT NAME: Seat
Element Type: Part
Type: Variable attributes
Group number: 1
Inter Arrival Time: 2.0
First Arrival at: 0.0
Maximum Arrivals: Unlimited
Input / Output Rules Output: PUSH to B1
4、ELEMENT NAME: Path1
Element Type: Path
Source Element: Assembly
Destination Element: Paint_Q
Traverse Time: 15.0
Update Interval: 0.01
Actions Front: cost = cost + 1.5
5、ELEMENT NAME: Path2
Element Type: Path
Source Element: Inspection
Destination Element: Packing_Q
Traverse Time: 15.0
Update Interval: 0.01
Actions Front: cost = cost + 1.5
6、ELEMENT NAME: Path3
Element Type: Path
Source Element: Painting
Destination Element: Inspection_Q
Traverse Time: 10.0
Update Interval: 0.01
Actions Front: cost = cost + 1.0
7、ELEMENT NAME: Path4
Element Type: Path
Source Element: Inspection
Destination Element: Paint_Q
Traverse Time: 10.0
Update Interval: 0.01
Actions Front: cost = cost + 1.0
8、ELEMENT NAME: Path5
Element Type: Path
Source Element: Packing
Destination Element: SHIP
Traverse Time: 5.0
Update Interval: 0.01
Actions Front: cost = cost + 0.5
9、ELEMENT NAME: Seat
Element Type: Part
Type: Variable attributes
Group number: 1
Inter Arrival Time: 2.0
First Arrival at: 0.0
Maximum Arrivals: Unlimited
Input / Output Rules Output: PUSH to B1
10、ELEMENT NAME: Assembly
Element Type: Machine
Quantity: 1
Priority: Lowest
Type: Assembly
Assembly Qty: 3
Cycle Time: 6.0
Input / Output Rules Input: MATCH/ANY B1 #(1)B2 #(1)B3 #(1)
Output: PUSH to Paint_Q Using Path
Actions Finish: ICON = 143
11、ELEMENT NAME: Inspection
Element Type: Machine
Quantity: 1
Priority: Lowest
Type: Single
Cycle Time: 3.0
Input / Output Rules Input: PULL from Inspection_Q
Output: PERCENT /189 Packing_Q Using Path 90.00 ,
Paint_Q With Inspector Using Path 10.00
_____________________________________________________________
12、ELEMENT NAME: Packing
Element Type: Machine
Quantity: 1
Priority: Lowest
Type: Assembly
Assembly Qty: 4
Cycle Time: 4.0
Input / Output Rules Input: MATCH/ATTRIBUTE C Packing_Q #(4)
Output: PUSH to SHIP Using Path
Actions Finish: ICON = 1
IF C = "red"
PEN = 1
ELSEIF C = "green"
PEN = 2
ELSE
PEN = 3
ENDIF
Output: output = output + 1
_____________________________________________________________
13、ELEMENT NAME: Painting
Element Type: Machine
Quantity: 1
Priority: Lowest
Type: Single
Cycle Time: 10.0
Input / Output Rules Input: PULL from Paint_Q
Output: PUSH to Inspection_Q Using Path
Actions Finish: x = IUNIFORM (1,3,356)
ICON = 143
IF x = 1
PEN = 1
C = "red"
ELSEIF x = 2
PEN = 2
C = "green"
ELSE
PEN = 3
C = "yellow"
ENDIF
Input: x = IUNIFORM (1,3,356)
六、模型运行和数据分析
仿真运行1000分钟,得到如表所示的统计数据.
表6-1 机器工作状态统计表

表6-2 路径工作状态统计表

表6-3 工作者工作状态统计表

通过这些报表可以看出,流水线上的机器利用率越来越低,劳动者的劳动时间比例也比较低,从path1、path2、path3、path4这个次序来看,路径上的零部件通过量也是逐渐减少,这是因为零部件的加工时间和在路径上的行进时间较长造成的结果。
这些数据为流水线的改善提供了科学的依据。
七、改进方案
增加装配机器的数量。
八、遇到的问题及解决方法
遇到的问题:
(1)未完全掌握Match 和Percent的用法。
(2)没弄懂零部件的颜色变化和成本分析的设置方法。
解决方法:通过及时的练习,多问老师和同学已经基本掌握.