《数控铣床实训》实训总结
数控铣床加工实训是数控技术应用专业教学体系中重要的教学环节之一,是基于《数控铣床应用》课程的学习基础并与之配套所进行的常见数控铣床常规操作的技能强化训练,是具备数控铣床基本操作技能,继而形成数控加工技术应用能力的必不可少的教学环节。
本实训的任务主要是对数控专业在校学生进行常见数控铣床基本操作技能的强化训练;同时,使学生具备常见数控铣床基本操作应用能力,做好数控铣床操作加工方面的准备,打牢数控铣床操作及加工基础。
在实训前通过下达任务书,使学生明确实训目标、实训要求及注意事项、实训步骤及考核方式,克服畏难情绪。根据学习心理学家的学习迁移及促进理论,考虑到高职学生在学习上可能的自卑、畏惧心里,本课程借鉴‘家庭教师式’和企业中‘师徒式’教学形式,以教师与学生面对面的“一对一”教学为基本思路,实践教学实现了上机操作——发现问题解决问题——上机操作——正迁移思路的单元式教学模式。以教材为蓝本的同时,注意实践加工时编程处理;以FANUC及华中数控编程指令系统为主,同时说明其他数控指令在格式上的差别,开阔了学生的视野,使他们进去企业后能快速适应不同的数控系统。
在教学中通过加工大量的零件,总结经验教训,使学生做到举一反三、触类旁通;针对学生出现的问题,教师面对面引导解决,增强了学生的自信心、解问题的能力和成就感,激发了学生的学习热情;实训中在注重手工编程训练的同时,也注重CAD/CAM在数控加工中的应用,与企业中最新技术应用情况接轨,体现了现代制造技术的发展趋势。
在实训中,提倡学生根据自己的爱好、兴趣、铣床的加工工艺范围和刀具、材料等情况,自行设计零件结构、形状、尺寸,独立编程、选择加工的刀具、确定加工的工艺、独立加工处所构思的零件,体现了自主学习和个性化发展,同时,也巩固了学生的制图、工艺、装夹、刀具等方面的知识。
为使研究性学习落到实处,取消学生因为该课程与一般理论教学组织模式不一样而存在“蒙混过关”的侥幸心理,使学生得到有力管制;教学采用小组授课,教师根据学生学习情况,科学合理的将学生进行分组;根据学校铣床设备台数,如每个铣床、铣床总共8台,将全本成员按照能力强弱搭配,男女搭配;指派组长,阐明组长责任、组员与组员直接的协作关系,使学生形成互帮互学的风气,增强了学生团队意识和竞争意识。
针对数控专业学生,主要采用“挖掘式”教学方法。根据学生各自能力水平,采用“台阶式”,一步一步加强难度,充分挖掘学生的学习潜能,使各个层次学生的学习成绩都有所提高,同时个人难度要求不一,减轻了学生学习的心理负担,数控编程与加工能力得到最大限度的提高。
数控铣床操作实训在完成教学任务的同时,也存在一些问题,如铣床台数不够,每个学生上机时间相对较少,影响实训效果;教学方法、实训设计题目的难易等有待进一步完善。
数控技术教研室 20xx年1月
第二篇:数控铣床实训指导书
贵州交通职业技术学院
机电工程系
数控铣床实训指导书
机电教研组
课题一数控铣床程序编辑及基本操作
一. 实训目的
1.了解数控铣削的安全操作规程
2.掌握数控铣床的基本操作及步骤
3.熟练掌握数控铣床操作面板上各个按键的功用及其使用方法。
4.对操作者的有关要求
5.掌握数控铣削加工中的基本操作技能
6.培养良好的职业道德
二. 实训内容
1.安全技术(课堂讲述)
2.数控铣床的操作面板与控制面板(现场演示)
3.数控铣床的基本操作
①数控铣床的启动和停止:启动和停止的过程
②数控铣床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给
③数控铣床的MDA运行:MDA的运行步骤
④数控铣床的程序和管理
⑤加工程序的输入练习
三. 实训设备
1.GSK928数控铣床8台、GSK980数控铣床6台
四. 实训步骤
1. 开机、关机、急停、复位、回机床参考点、超程解除操作步骤
⑴机床的启动
(2)关机操作步骤
(3)回零(ZERO)
(4)急停、复位
(5)超程解除步骤
2.手动操作步骤
(1)点动操作
(2)增量进给
(3)手摇进给
(4)手动数据输入MDA操作
(5)对刀操作(现场演示)
3.程序编辑
(1)编辑新程序
(2)选择已编辑程序
4.程序运行
(1)程序模拟运行
(2)程序的单段运行
(3)程序自动运行
5.数据设置
(1)刀偏数据设置
(2)刀补数据设置
(3)零点偏置数据设定
(4)显示设置
(5)工作图形显示
五. 注意事项
1.操作数控铣床时应确保安全。包括人身和设备的安全
2.禁止多人同时操作机床
3.禁止让机床在同一方向连续“超程”
六. 实训思考题
1.简述数控铣床的安全操作规程.
2.机床回零的主要作用是什么?
3.机床的开启、运行、停止有那些注意事项?
4.写出对刀操作的详细步骤。
七.实训报告要求
实训报告实际上就是实训的总结。对所学的知识、所接触的机床、所操作的内容加以归纳、总结、提高。
1. 实训目的
2. 实训设备
3. 实训内容
4. 分析总结在数控铣床上进行启动、停止、手动操作、程序的编辑和管理及MDI运行的步骤。
实训二 铣削四方凸台
一. 实训目的
1.熟练掌握数控铣床(加工中心)操作面板上各个按键的功用及其使用方法。
2.掌握G02、G03、与G01、G00指令的应用和编程方法;
3.掌握G90、G91、在程序编制中的应用。
4.掌握程序输入及修改方法。
5.熟练掌握程序输入的正确性及检验;
二. 实训设备
1.数控铣床
三. 实训内容
1.如图2—1所示,编写数控加工程序并进行图形模拟加工。
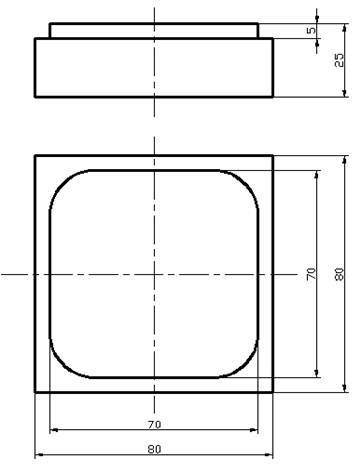
图2—1
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床(加工中心)的编程指令说明,编写加工程序,填写程序卡,见下表:
加工程序卡

四. 实训步骤
1.开机
2.编写图2—1加工程序
3.程序输入
4.检验程序及各字符的正确性
5.模拟自动加工运行
6.观察机床的程序运行情况及刀具的运行轨迹。
7.回参考点
五.注意事项
1.编程注意事项
①编程时,注意Z方向的数值正负号。
②认真计算圆弧连接点和各基点的坐标值,确保走刀正确。
2.其他注意事项
①安全第一,必须在老师的指导下,严格按照数控铣床安全操作规程,有步骤的进行。
②首次模拟可按控制面板上的“机床锁住”按钮,将机床锁住,看其图形模拟走刀轨迹是否正确,再关闭“机床锁住”进行刀具实际轨迹模拟。
实训三 铣削六边形
一. 实训目的
1.掌握轮廓加工的工艺分析和方法。
2.掌握编程原点的选择原则。
3.熟悉数控铣床上工件的装夹、找正。
4.掌握试切对刀方法及自动加工的过程及注意事项。
5.掌握程序校验的方法和步骤。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3. 键槽铣刀 ,立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图,编制数控加工程序。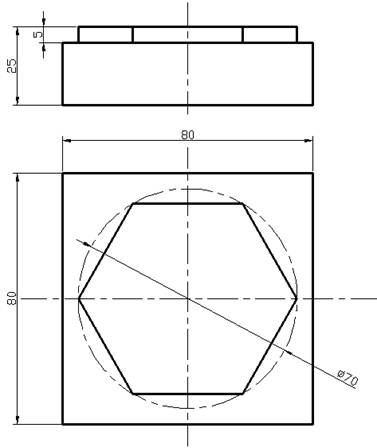
四. 实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
3.数控铣床对刀操作
4.输入程序、检查
程序的编写要做到,严谨、仔细、认真,以避免不必要的错误。
5.程序图形模拟校验
6.零件自动加工
对于初学者,应多采用单段执行循环,并将有关倍率开关修调到最低,便于边加工边分析,以避免某些错误。
7.根据零件图纸要求,选择量具对工件进行检测,并对零件进行质量分析。
五.注意事项
1.工件装夹的可靠性
2.刀具装夹的可靠性
3.机床在试运行前必须进行图形模拟加工,避免程序错误、刀具碰撞工件或夹具。
4.快速进刀和退刀时,一定要注意不要碰上工件和夹具。
5.加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
实训四 铣削对称轮廓
一. 实验目的
1.了解数控铣床孔系加工时的特点。
2.掌握孔系加工工艺分析的步骤和方法。
3.掌握进给速度的计算方法。
二. 实验设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3.键槽铣刀 、立铣刀
4.零件毛坯
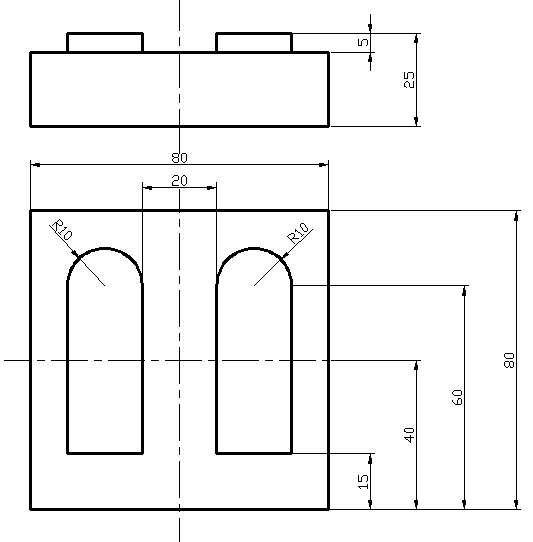
三. 实训内容
零件如下图。
四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.机床在试运行前必须进行图形模拟加工,避免程序错误、刀具碰撞工件或夹具。
2.快速进刀和退刀时,一定要注意不要碰上工件和夹具。
3.加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
实训五 铣削四方型腔
实训目的
掌握轮廓加工的工艺分析和方法。
掌握编程原点的选择原则。
掌握程序校验的方法和步骤。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3. 键槽铣刀 、立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图。

四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.编程注意事项
①程序中的刀具起始位置要考虑到毛坯实际尺寸大小。
③在编写端面程序时,注意Z向吃刀量。
2.其他注意事项
①必须确认工件夹紧、程序正确后才能自动加工,严禁工件转动时测量、触摸工件。
②操作中出现工件跳动、打抖、异常声音等情况时,必须立即停车处理。
③加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
④采用课堂所讲述的精度控制方法进行精度控制。
实训六 铣削图形旋转
实训目的
1掌握刀具补偿的方法。
2掌握普通机床难加工的圆弧、曲面的编程。
3能够熟练操作数控铣床完成工件的加工全过程。
4.能够熟练的完成程序的输入、检索、修改、增删及面板操作。
二. 实训设备、材料及工具
1.数控铣床
2.游标卡尺0~125mm 50~75外径千分尺 0~30深度尺
3.键槽铣刀 、立铣刀
4.零件毛坯
三. 实训内容
加工零件如下图,编制数控加工程序。
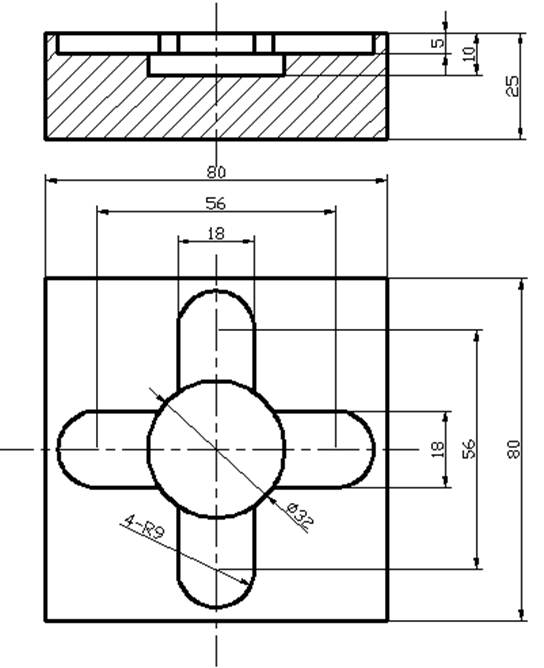
四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控铣床的编程指令说明,编写加工程序,填写程序卡,见下表:
铣削加工程序卡
五.注意事项
1.编程注意事项
①程序中的刀具起始位置要考虑到毛坯实际尺寸大小。
③在编写端面程序时,注意Z向吃刀量。
2.其他注意事项
①必须确认工件夹紧、程序正确后才能自动加工,严禁工件转动时测量、触摸工件。
②操作中出现工件跳动、打抖、异常声音等情况时,必须立即停车处理。
③加工零件过程中一定要提高警惕,将手放在“急停”按钮上,如遇到紧急情况,迅速按下“急停”按钮,防止意外事故发生。
④采用课堂所讲述的精度控制方法进行精度控制。