《模具钳工实训》课程标准
课程代号:(黑体小四号) 适用专业:模具设计与制造
开课学期:第4学期 总学时: 72
教研室:模具技术教研室 执笔人:李忠 张旭晨 制订时间:20##-03-04
一、课程性质与任务
1.性质:
模具钳工实训是模具设计与制造专业的主干实训课程,是模具设计与制造中的关键环节,是集工具钳工基础理论、基本技能,及模具装配、安装和调试于一体的现代模具制造中的必备工种
2.任务:
通过技能实训使学生获得丰富的感性知识,掌握零件钳工制作,模具手工制作,模具检测、装配,调试的基本操作方法和技能。巩固,深化已学过的专业知识,培养具有综合职业技能,高素质,适合生产一线需要的复合型模具制造技术人才,为学生毕业后从事模具设计和制造工作打下坚实的基础。
二、课程教学目标
1.方法能力目标:
(1)模具零件图纸识读能力;
(2)零件制作工艺分析能力
(3)报表制作能力:
(4)书面和口头表达能力; ·
(6〉模具故障分析和解决能力。
2.社会能力目标:
(1)勤奋努力
通过理论与实训并行的一体化教学方法,学生反复练习,培养学生的勤奋努力的职业素质。
(2)准确遵守标准的工作态度
通过练习生产性案例实训项目训练,强调其遵守标准和要求,培养学生的准确遵守的能力。
(3)沟通技巧
通过报表制作达到工程沟通顺畅的效果;在小组协同作业时,与同伴充分讨论、积极表达,提高沟通能力。
(4)团队协作
运用小组协同作业,根据学生的培养学生的认同组织和团结协作的素质。
3.专业能力目标:
(1)了解模具钳工生产管理要求;
(2)了解模具钳工技能要求;
(3)了解模具钳工素质要求;
(4)掌握测量工艺路线编制的方法
(5)掌握常用量具的基本知识;
(6)掌握表面质量的基本知识;
(7)锯削、锉削、划线、钻孔、攻丝、表面抛光操作技能;
(8)测量技能;
(9)工作计划表、工具清单制作技能;
(10)样板配做技能:
三、课程设置与设计思路
本课程根据基于工作过程开发的课程内容的要求,落实理论与实践知识的综合,职业技能与职业态度、情感的综合,设计了手锤制作两个学习模块。每个学习模块都是一项具体的行动化学习任务,所有内容的安排都要围绕学习任务的完成来展开。
四、教学内容与学时分配
根据职业岗位的要求,将本课程的教学内容分为2个项目。
表1 课程项目结构与学时分配表

五、课程实施方案
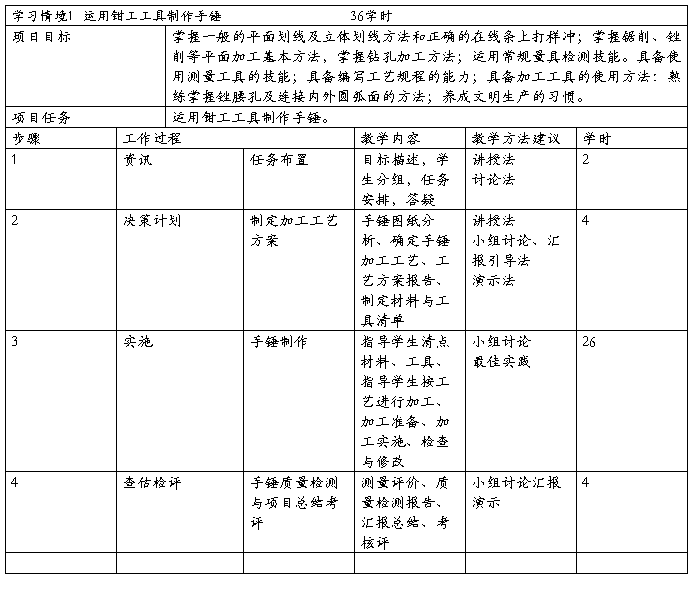
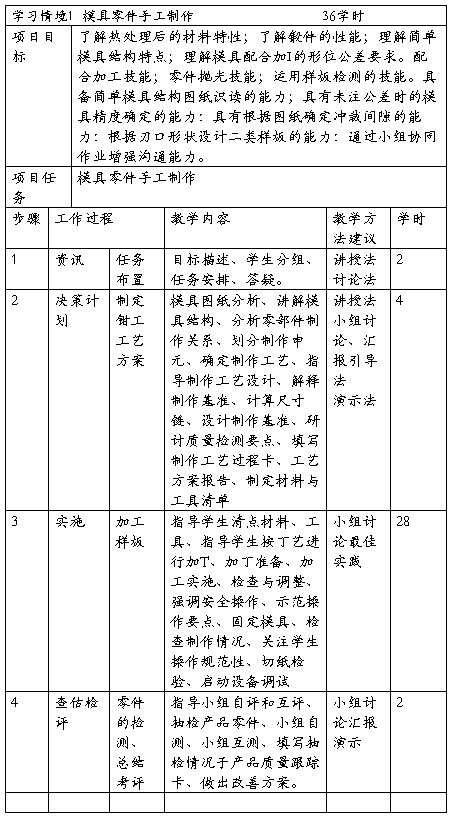
表2 学习情境设计
六、教材选用与编写建议
1.推荐教材
夏致斌主编.模具钳工.机械工业出版社。2009.
2.参考的教学资料
①杜文宁主编,工具钳工工艺与技能训练,北京,中国劳动社会保障出版社,⒛08。
②谢增明主编,钳工技能训练,北京,中国劳动社会保障出版社,2005。
③陈宏钧主编,钳工操作技能手册,北京,机械工业出版社,2006。
④董永华、冯忠伟主编,钳工技能训练,北京,北京理工大学出版社,2006。
⑤李学锋主编,模具设计与制造实训教程,北京,化学工业出版社,2004。
七、教学资源运用与任课教师要求
1. 教学资源、设施要求
①60工位钳工实训室(相关工具、量具辅具);
②60工位模具拆装实训室(成套模具60套以上);
③冲床、注塑机、铣床、磨床等
④投影设备。
2.任课教师要求
①两年以上的职业教育工作经验:
②良好的教师素养,专业的理论教学和研修能力;
③深刻理解企业入才素质培养方法。掌握基于工作过程行为导向教学方法。
八、考试方式与标准
本课程学习时每个学生发放一张考核卡(“一生一卡”),每一项目教学结束,教师与小组长都及时给每位学生在学习态度、理论知识理解、技能操作、职业素养目标达成、出勤情况等方面做出考核并评分,避免过去那种“一考定终生”的做法,具体如表所示。
表3考核方式与标准

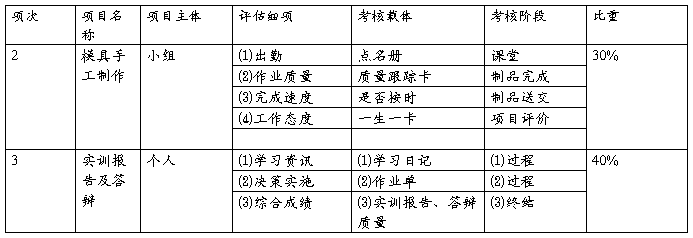
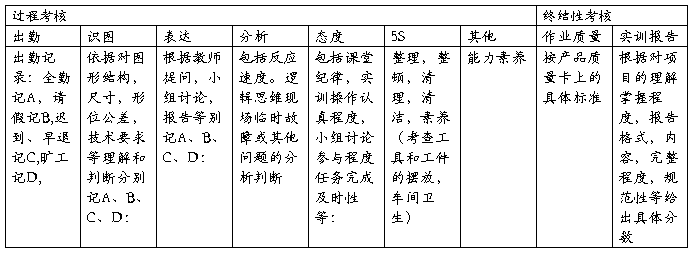
表4项目(过程考核、终结住考核)评价标准
模具钳工实训总结
班级
学号
姓名
组别
成绩
指导教师
模具设计与制造专业
要求:1.封皮
2.目录
3.前言
4.任务书(另发)
5.正文
一、实训目标
通过技能实训使学生获得丰富的感性知识,掌握零件钳工制作,模具手工制作,模具检测、装配,调试的基本操作方法和技能。巩固,深化已学过的专业知识,培养具有综合职业技能,高素质,适合生产一线需要的复合型模具制造技术人才,为学生毕业后从事模具设计和制造工作打下坚实的基础。
实训任务一 运用钳工工具制作手锤
具体目标
1-1会使用划线工具进行平面划线和立体划线;
1-2能正确使用錾削、锉削、锯削工具加工出合格的零件:
1-3会使用常用量具
1--4通过手工加工和检测养成吃苦耐劳与精益求精的作风。进行测量
二、实训过程
(每天工作任务、使用设备、加工及学习过程、完成情况、团体协作情况、个人作用、自我评价)
三、实训总结
四、参考资料
字数要求:2000字 用32开无格纸书写
任 务 书
一、实训目标
通过技能实训使学生获得丰富的感性知识,掌握零件钳工制作,模具手工制作,模具检测、装配,调试的基本操作方法和技能。巩固,深化已学过的专业知识,培养具有综合职业技能,高素质,适合生产一线需要的复合型模具制造技术人才,为学生毕业后从事模具设计和制造工作打下坚实的基础。
二、具体实训安排如下
1、安全教育 考核基本操作 选料 下料
2、计算锉削基准面(锯) 铣四方
3、划线 制作检测样板
4、划线 锯割
5、锉削到线 精锉(用样板检查)
6、划长孔线 钻孔 修孔侧面锥形 修倒角 抛光
7、热处理
8、考核 布置第二阶段任务
9、制作模柄(下料 车削)
10、制作凸模(下料 车削 铣削)
11、热处理
12、制作凹模样板(检测)
13、制作凹模(下料 铣六方 排孔)
14、制作凹模(锉削 铣削 修研
15、热处理
16、考核
第二篇:模具钳工培训教案
模具钳工培训教案
应知应会
术语
GB/T 8847—2003
压铸:将熔融状态或半熔融状态合金浇入压铸机的压室,在高压力的作用下,以极高的速度充填在压铸模的型腔内,并在高压下使熔融合金冷却凝固而成型的高效率、高效益的精密铸造方法。
压铸模:压力铸造成型工艺中,用以成型铸件所使用的模具。
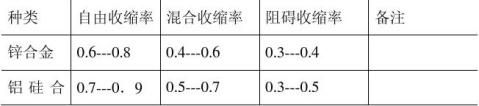
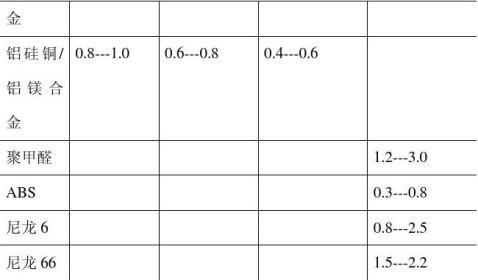
收缩率:在室温下,模具型腔与铸件的对应线性尺寸之差和模具型腔对应线形尺寸之比。
锌合金、铝合金、注塑模具收缩比的差异
收缩分三种,自由收缩、混合收缩、阻碍收缩
压铸件的收缩率应根据铸件的结构特点,阻碍收缩的条件,收缩的方向,铸件壁厚,合金成分和有关工艺因素等确定,一般规律如下: 1铸件结构复杂,型芯较多,阻碍收缩大时则收缩率较小,反之较大; 2铸件包住型芯的径向尺寸处在受阻碍方向,收缩率较小,与型芯轴线平行方向的尺寸处在自由收缩方向,收缩率教大;
3薄壁制件收缩率较小,厚壁铸件收缩率较大。
4铸件出模时温度越高,铸件同室瘟的温差越大,则收缩率也大; 5包容镶嵌件 部分的铸件尺寸在收缩时由于受到镶嵌件的阻碍,收缩率较小;
6铸件的收缩率也受到模具热平衡的影响,即使收缩受阻的条件相同,
由于温度的不平衡,收缩率也不一致,近浇口端铸件温度高,收缩率较大,离浇口远的一端温度低,则收缩率叫较小。
注塑模具的收缩率:
塑件从模具中取出冷却到室温后,发生的尺寸收缩,叫收缩性。由于收缩不仅是树脂本身的热胀冷缩,而且还与各种成型因素有关,所以成型后的塑件的收缩应称为成型收缩。
1收缩的主要表现:
1) 塑件的线形尺寸收缩 由于热胀冷缩,塑件脱模时的弹性恢复,塑性变形等原因而导致塑件脱模冷却到室温后其尺寸缩小,设计时应补偿;
2) 收缩方向性 成型时分子按方向排列,使塑件呈现各向异性,沿料流方向收缩大,强度高,与料流垂直方向收缩小,强度低。另外成型时由于塑件各部位密度及填料分布不均,故使收缩也不匀。产生收缩差使塑件易发生翘曲、变形裂纹,尤其在挤塑及注塑成型时则方向性按塑件形状、料流方向选取收缩率为宜。(指物体的物理、化学等方面的性质因方向的不同而有所变化的特性,即某一物体在不同的方向所测得的性能数值不完全相同的性质,就叫各向异性。)
3) 后收缩 塑件成型时,由于受成型压力、剪切力、各向异性、密度不匀、塑性变形等因素的影响,引起一系列应力的作用,在粘流态时不能全部消失,故塑件在应力状态下成型时存在残余应力,当脱模后由于应力趋向平衡及储存条件的影响,使残余应力
发生变化而使塑件发生再收缩,称为后收缩。
4) 后处理收缩 有时塑件按性能及工艺要求,成型后需进行热处理,处理后也会导致塑件尺寸发生变化。故模具设计时对高精度塑件应考虑后收缩及后处理的误差并予以补偿。
影响塑料件收缩率变化的因素
1塑料品种 各种塑料都有其各自的收缩范围,同种类塑料由于各自的收缩范围,同种塑料由于填料分子量及配比不同,则其收缩率和各项异性也不同;
2塑件特性 塑件的形状尺寸、壁厚、有无镶嵌件、镶嵌件及布局对收缩率大小很有关系系、
3模具结构 模具的分型面及加压方向,浇注系统的形式布局及尺寸对收缩率及方向性影响也很大,尤其在注塑时更为明显。
4成型工艺 挤塑及注塑成型工艺一般收缩率较大,方向性明显。预热情况、成型温度、成型压力、保持时间、填料形式及硬化均匀性对收缩率及方向性都有影响。
5料口形式、尺寸、分布 这些因素直接影响到料流方向、密度分布、保压补缩作用和成型时间,用直接进料口时因浇口截面大而收缩小,但方向性大,浇口宽及长度短的则方向性小。距进料口近的或与料流方向平行的则收缩大。
锥形浇道设计
原理:根据流体力学的一个原理:金属液流动的连续性,在一定的时间内,流入流出某一部位的流量是相当的。
1组成 锥性浇道由直浇道、横浇道、三角区、内浇口和缓冲包组成 2特点
1) 从直浇道开始到内浇道其截面积是逐步减小的,。
作用:⑴保证整个浇注系统内金属液处于充满状态。有效降低气体卷入。
⑵金属液流动的速度加快,有利于充填。
截面积N1﹥R1﹥R2﹥(R3+R4)﹥(r1+r2+r3+r4) ﹥(VG1+G2)
流速V N1﹤VR1﹤VR2﹤(VR3+VR4)﹤ (Vr1+Vr2+Vr3+r4) ﹤(VG1+VG2)
2)金属液进入型腔的射流角度,流动状态可以控制;
3)减少金属液在型腔的流动距离,有利于薄壁件充填;
4)缓冲包用于吸收金属液的冲击波能量,并接纳冷、污金属液;
5)这种形式的浇注系统轻巧,节省金属料的消耗量。
设计方法
1射流角度
作用:控制金属流进入型腔的方向
锥形流道设计中金属液进入型腔的射流都是呈一定角度的,而不是直角射入的。射流的角度由两个方面的因素(分速度)决定:⑴沿着流道方向的水平速度;⑵由于金属压力作用产生的垂直分速度。见图 射流角度的确定:
射流角度 =内浇口始端横浇道截面积/内浇口截面积之比。
2) 射流角度与有效面积:
金属流量=充填速度*有效面积
金属流量=充填体积*充填时间
有效面积=内浇口实际面积*cos
同样的内浇口面积条件下,射流角度大则有效面积减少,既实际的充填时间会比所设计的充填时间长,铸件出现冷纹会比预期高。 2弯道设计
为了不使金属液流在转弯处出现分散,流道的截面积应有规律地收缩,如果转角半经较大那么截面的收缩比率应在10﹪左右。如果转角半径应尽可能做得大些。转角半径越大,流动阻力越小。 3直浇道设计
直浇道的设计也应该有截面收缩,收缩率5%--10%。
4横浇道 截面形状
5内浇道与缓冲包
1) 内浇道厚度 一般为0.5-0.8毫米,薄件0.2-0.5毫米,厚件0.8-1.0毫米.内浇道长度0.8-1.3毫米.
缓冲包流道面积2*2毫米厚度2毫米
表面积A≥流道入口面积Ain
6三角连接区设计
三角区的主要作用是将一条主流道分为两支流道,或将一模多腔分别填充,也可以将一个型腔分成几个区域填充.三角区域范围几何形状及尺寸良好的设计是:使浇道截面积朝金属液流动方向逐渐减缩;分之弯位成椭圆曲线,减少阻力;转向时利用圆角使压力损失控制在10%--20%;减少金属液流经三角区的距离;减少困在分支流道内的空气量.
主流道截面积/两条支流道截面积之和=1.3-1.5.
当内浇道长度是A时,弯位椭圆半径R分别是0.65A、0.5A\1.2A.三角区有内浇道时其深度同样是0.2-0.3毫米,如果试模时发觉从三角区流进的金属液不足,(例如铸件从三角区进水地方有冷纹或大空隙)可把横过三角区范围角度增大(最高可增加5度),以改善流程. 溢料槽:
作用:
1)排出杂物,排出气体,
2)保持模具温度平衡;
3)改善流动方向(引流)
4)作顶出平台
5)接纳第一份冷的金属掖。
开设位置选择:
1在金属液最先流到的地方,2在突出位型芯的背后, 3在多股液六流汇合处
4由于铸件形状而出现涡流的部位
5金属液最后流到的部位,
6水口两侧充填不到死角的位置
7大平面上易产生收缩的区域,
8一般铸件温度较低的部位
9料位厚而易产生收缩的区域
10难于排气的部位
11做顶出平台
12需引流而不使分型面过早封闭的部位
尺寸
总体积占到合金量的10-30%,根据型腔体积铸件壁厚来考虑 浇口面积占进料口口面积的60-75%
溢口深0.25-0.5
排气槽
作用:1)排出形腔气体,避免气体产生;
2)降低最终充填部位的气压,以利于金属液充填。
锌合金深度0.05-0.08-0.12/铝合金深度0.08-0.10-0.15
排气槽在离开型腔20—30毫米后,可将其深度增加0.3—0.4毫米,以提高其排气效果
在需要增加排气槽面积时,以增加排气槽的宽度和数量为宜,不宜过分增加深度,以防金属液溅出.