目录
一、 概述……………………………………………………….1
二、 连杆机械加工工艺……………………………………….2
三、 曲轴加工分析…………………………………………….4
四、 缸体的生产及加工工艺………………………………….7
五、 实习体会………………………………………………….9
六、 参考文献………………………………………………….10
生产实习报告
一、 概述
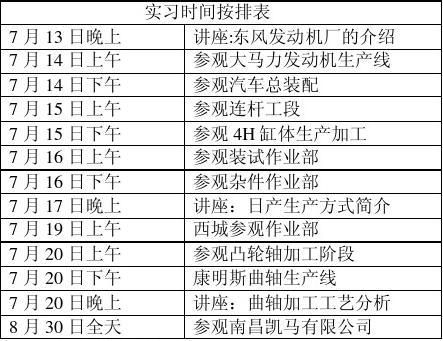
(1)、实习时间:7月12日——7月20日
7月12号上9:00——17:00,从南昌转火车到武汉。晚上7月12号23:00
东风汽车公司的前身是19xx年始建于湖北十堰的“第二汽车制造厂”,经过三十多年的建设,已陆续建成了十堰(主要以中、重型商用车、零部件、汽车装备事业为主)、襄樊(以轻型商用车、乘用车为主)、武汉(以乘用车为主)、广州(以乘用车为主)四大基地,除此之外,还在上海、广西柳州、江苏盐城、四川南充、河南郑州、新疆乌鲁木齐、辽宁朝阳、浙江杭州、云南昆明等地设有分支企业。
东风汽车公司业务范围涵盖全系列商用车、乘用车、汽车零部件和汽车装备,是与中国第一汽车集团公司和上海汽车工业(集团)总公司一起被视为中国综合实力最强的三大汽车企业集团之一。20xx年9月,公司的总部由十堰搬迁至武汉。20xx年,公司销售汽车113.7万辆;完成营业收入1416.87亿元。20xx年,公司销售汽车132.06万辆,同比增长16.12%,是行业增速的2.4倍;实现营业收入1527.13亿元,位居中国企业500强第30位[1],中国制造业500强第6位;综合市场占有率达14.08%,在细分市场中进一步巩固了中重卡第一、SUV第一、中型客车第一、轻卡第二、轻客第二和轿车第三的市场地位。
东风汽车公司最近10年来的发展,走的是一条着眼于参与国际竞争,按照“融入发展,合作竞争,做强做大,优先做强”的发展方略,借与跨国公司的战略合作推动企业发展之路。公司先后扩大和提升与法国PSA集团的合作;与日产进行全面合资重组;与本田拓展合作领域;与江苏悦达集团、韩国起亚整合重组东风悦达起亚;与重庆渝安创新科技(集团)公司合资成立东风渝安车辆有限公司,生产东风小康微车等。全面合资重组后,东风的体制和机制发生深刻变革。按照现代企业制度和国际惯例,构建起较为规范的母子公司体制框架,东风汽车公司成为投资与经营管控型的国际化汽车集团。 公司近期最重要的战
略目标是,计划在20xx年汽车产销规模超过180万辆,市场份额达到15%,并且具备行业里领先的盈利能力。
(3)生产实习内容
1. 概括了解工厂、车间的生产组织和技术管理,工厂的主要产品、生产规模,管理系统和有关管理制度,以及有关安全生产的防护措施。
2. 一般了解毛坯的制造方法和工艺流程的主要特点,以及刀具、量具、工具、标准件的生产特点。
3. 深入了解几种典型的零件(机体,连杆,曲轴,凸轮轴)从毛坯到成品的整个加工工艺过程(包括热处理工艺)。了解制定工艺规程的原则、步骤和方法。
4. 深入了解上述典型零件加工过程中用到的有关工具、夹具、辅具的工作原理和具体结构,分析几套专用夹具,绘出结构草图,了解夹具设计的基本方法。
5. 了解汽车典型部件、总成的装配调试工艺以及整车试车工艺。
6. 了解生产过程中质量控制、量具的使用和维护
7. 生产过程中的质量保证体系和全面质量管理。
了解数控机床,加工中心的工作原理,了解数控机床主要部件的结构与数控控制系统,了解数控和加工中心机床的编程与操作方法。
二、 连杆机械加工工艺
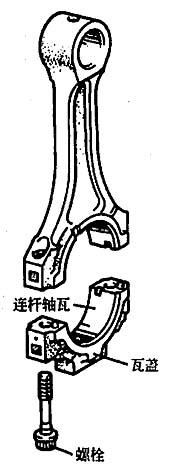
1. 连杆的作用
连杆是汽车发动机主要的传动机构之一,它将活塞与曲轴连接起来,把作用于活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动可逆的转化为回转运动,以输出功率。
2 连杆的材料
连杆是汽车发动机主要的传动件之一,它将活塞与曲轴连接起来,把作用与活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动可逆的转化为曲轴的回转运动,以输出功率。
为了使发动
机结构紧凑,连
杆的材料大多采
用高强度的精选
45钢、40Cr钢等,
并经调质处理以
改善性能和提高
抗冲击能力,硬
度要求45钢为
HB217-293,40Cr
钢为HB223-280。
3.粗基准的选择
连杆加工第一道工序为粗磨两平面,为保证两平面有均匀的加工余量,采用互为基准。先取没有凸起标记一侧的端面为粗基准来加工另一个端面,然后以加工过的端面为基准加工没有凸起标记一侧的端面,并在以后的大部分工序中以此端面作为精基准来定位。
4.精基准的选择
由于大、小
端端面面积大、
精度高、定位准
确、夹紧可靠,
所以大部分工
序选用
一指定的
端面和小孔端,
以及大端空孔
处指定的一个
侧面作为精基
准。
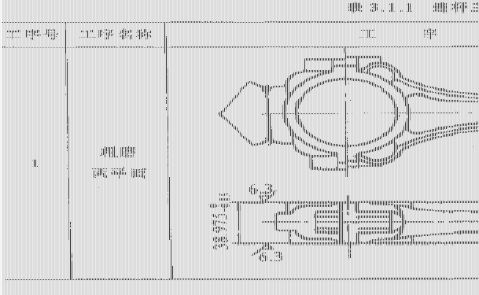
5.连杆加工的工艺流程
连杆加工的工艺流程是:拉大小头两端面——粗磨大小头两端面→拉连杆大小头侧定位面→拉连杆盖两端面及杆两端面倒角→拉小头两斜面→粗拉螺栓座面,拉配对打字面、去重凸台面及盖定位侧面→粗镗杆身下半圆、倒角及小头孔→粗镗杆身上半圆、小头孔及大小头孔倒角→清洗零件→零件探伤、退磁→精铣螺栓座面及R5圆弧→铣断杆、盖→小头孔两斜端面上倒角→精磨连杆杆身两端面→加工螺栓孔→拉杆、盖结合面及倒角→去配对杆盖毛刺→清洗配对杆盖→检测配对杆盖结合面精度→人工装配→扭紧螺栓→打印杆盖配对标记号→粗镗大头孔及两侧倒角→半精镗大头孔及精镗小头衬套底孔→检查大头孔及精镗小头衬套底孔精度→压入小头孔衬套→称重去重→精镗大头孔、小头衬套孔→清洗→最终检查→成品防锈。
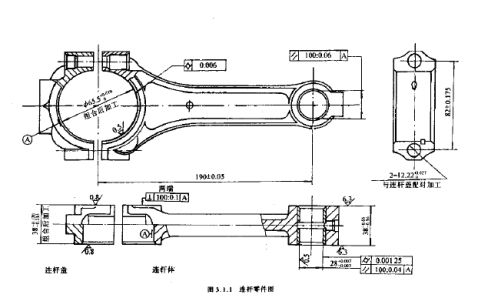
连杆的工艺特点
(1)连杆体和盖厚度不一样,改善了加工工艺性。连杆盖厚度为31mm,比连杆杆厚度单边小3.8mm,盖两端面精度产品要求不高,可一次加工而成。 由于加工面小,冷却条件好,使加工振动和磨削烧伤不易产生。
连杆杆和盖装配后不存在端面不一致的问题,故连杆两端面的精磨不需要在装配后进行,可在螺栓孔加工之前。
螺栓孔、轴瓦对端面的位置精度可由加工精度直接保证,而不会受精磨加工精
度的影响。
(2)连杆小头两端面由斜面和一段窄平面组成。这种楔形结构的设计可增大其承压面积,以提高活塞的强度和刚性。
在加工方面,与一般连杆相比,增加了斜面加工和小头孔两斜面上倒角工序;用提高零件定位及压头导向精度来避免衬套压偏现象的发生,但却增加了压衬套工序加工的难度。
(3)带止口斜结合面。连杆结合面结构种类较多,有平切口和斜切口,还有键槽形、锯齿形和带止口的。该连杆为带止口斜结合面.
精加工基准采用了无间隙定位方法,在产品设计出定位基准面。在连杆杆和总成的加工中,采用杆端面、小头顶面和侧面、大头侧面的加工定位方式;在螺栓孔至止口斜结合面加工工序的连杆盖加工中,采用了以其端面、螺栓两座面、一螺栓座面的侧面的加工定位方法。这种重复定位精度高且稳定可靠的定位、夹紧方法,可使零件变形小,操作方便,能通用于从粗加工到精加工中的各道工序。由于定位基准统一,使各工序中定位点的大小及位置也保持相同。这些都为稳定工艺、保证加工精度提供了良好的条件。
三、 曲轴加工分析
1曲轴的作用
曲轴是汽车发动机中的重要零件,它与连杆配合将作用在活塞上的气体压力变为旋转的动力,传给底盘的传动机构,同时,驱动配气机构和其它辅助装置。
曲轴在工作时,受气体压力,惯性力及惯性力矩的作用,受力大而且受力复杂,同时,曲轴又是高速旋转件,因此,要求曲轴具有足够的刚度和强度,具有良好的承受冲击载荷的能力,耐磨损且润滑良好。
.2曲轴的结构及其特点
曲轴一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式发动机);V型发动机曲轴的曲拐数等于气缸数的一半。
主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。主轴承的数目不仅与发动机气缸数目有关,还取决于曲轴的支承方式。
连杆轴颈是曲轴与连杆的连接部分,在连接处用圆弧过渡,以减少应力集中。 曲柄是主轴颈和连杆轴颈的连接部分,断面为椭圆形,为了平衡惯性力,曲柄处铸有(或紧固有)平衡重块。平衡重块用来平衡发动机不平衡的离心力矩,有时还用来平衡一部分往复惯性力,从而使曲轴旋转平稳。
曲轴前端装有齿轮,驱动风扇和水泵的皮带轮以及起动爪等。为了防止机油沿曲轴轴颈外漏,在曲轴前端装有一个甩油盘,在齿轮室盖上装有油封。曲轴的后端用来安装飞轮,在后轴颈与飞轮凸缘之间制成挡油凸缘与回油螺纹,以阻止机油向后窜漏。
.3曲轴的主要技术要求分析
1.主轴颈、连杆轴颈本身的精度,即尺寸公关等级IT6,表面粗糙度Ra值为1.25~0.63μm。轴颈长度公差等级为IT9~IT10。轴颈的形状公差,如圆度、圆柱度控制在尺寸公差之半。
2.位置精度,包括主轴颈与连杆轴颈的平行度:一般为100mm之内不大于0.02mm;曲轴各主轴颈的同轴度:小型高速曲轴为0.025mm,中大型低速曲轴
为0.03~0.08mm。
3.各连杆轴颈的位置度不大于±20′。
4曲轴的材料和毛坯的确定
曲轴工作时要承受很大的转矩及交变的弯曲应力,容易门生扭振、折断及轴颈磨损,因此要求用材应有较高的强度、冲击韧度、疲劳强度和耐磨性。常用材料有:一般曲轴为35、40、45钢或球墨铸铁QT600-2;对于高速、重载曲轴,可采用40Cr、42Mn2V等材料。本课题采用球墨铸铁QT600-2.
曲轴的毛坯根据批量大小、尺寸、结构及材料品种来决定。批量较大的小型曲轴,采用模锻;单件小批的中大型曲轴,采用自由锻造;而对于球墨铸铁材料则采用铸造毛坯。
.5曲轴的机械加工工艺过程
曲轴的尺寸精度、加工表面形状精度以及位置精度的要求都很高,但刚性比较差,容易产生变形,这就给曲轴的机械加工带来了很多困难,必须予以充分的重视。 曲轴需要加工的表面有:主轴颈、连杆轴颈、键槽、φ22的外圆。由于使用了工艺搭子,铣键槽安排在切除工艺搭子后,磨削外圆安排在保留工艺搭子前。 根据曲轴的结构特点及机械加工的要求,加工顺序大致可归纳为:铣两端面;车工艺搭子和钻中心孔;粗、精车三连杆轴颈;粗、精车各处外圆;精磨连杆轴颈、主轴颈和φ20、φ22外圆;切除工艺搭子、车端面、铣键槽等。
6曲轴机械加工工艺路线
在进行大量的工艺分析之后,制定出大批大量生产曲轴的加工工艺路线:
(1) 锻造
(2) 热处理
(3) 铣两端面
(4) 车两端工艺搭子外圆
(5) 钻主轴颈中心孔
(6) 钻连杆轴颈中心孔
(7) 钻油孔
(8) 检验
(9) 粗车三个连杆轴颈
(10) 精车三个连杆轴颈
(11) 车工艺搭子两端面
(12) 粗车各处外圆
(13) 检验
(14) 磨削连杆轴颈外圆
(15) 磨削两主轴颈
(16) 磨削φ22-00.12mm外圆
(17) 磨削φ20 0 -00.021mm外圆
(18) 检验
(19) 车掉两端工艺搭子
(20) 车两端面
(21) 铣键槽
(22) 倒角
(23) 抛光
(24) 动平衡检测
(25) 去毛刺
(26) 清洗喷漆
(27) 最后检验入库
7 机械加工余量、工序尺寸及公差的确定
7.1主轴颈工序尺寸及公差的确定
:曲轴主轴颈的工序及公差
工序名称 工序余量 经济精度 工序尺寸及公
差
铸造 φ30±1
粗车 3.2mm IT11 φ26.80-0.13
精车 1.3mm IT8 φ25.50-0.033
磨削 0.5mm IT6 φ25+0.021 +0.008
7..2连杆轴颈工序尺寸及公差的确定
工序名称 工序余量 经济精度 工序尺寸及公差
铸造 φ28±1
粗车 2.2mm IT10 φ25.80-0.084
精车 1.3mm IT8 φ24.50-0.033
磨削 0.5mm IT8 φ24-0.020 -0.053
7.3 φ22 -00.12 mm外圆工序尺寸及公差的确定
工序名称 工序余量 经济精度 工序尺寸及公差
铸造 φ28±1
粗车 3.5mm IT11 φ24.50-0.13
精车 2mm IT8 φ22.50-0.033
磨削 0.5mm IT11 φ220-0.12
7.4φ20 -0 0.021mm外圆工序尺寸及公差的确定
工序名称 工序余量 经济精度 工序尺寸及公差
铸造 φ26±1
粗车 3.5mm IT11 φ22.50-0.13
精车 2mm IT8 φ20.50-0.033
磨削 0.5mm IT7 φ20-0 0.021
7.9确定工时定额
工序 8 :粗车三个连杆轴颈至φ25.80-0.084。选用机床:CA6140卧式车床。
1) 被吃刀量 :取 =1mm,
2) 进给量f:取 。
3) 机床主轴转速: 取n=600r/min
4) 切削速度:
5) 计算切削工时:被切削层长度 =3×22=66mm
,因为粗车走刀两次,故tm=0.44min
工序 9 :精车三个连杆轴颈至φ24.50-0.033。选用机床:CA6140卧式车床
1) 被吃刀量 :取 =0.65mm,
2) 进给量f:取f=0.3mm/r
3) 机床主轴转速: 取n=800r/min
4) 切削速度:
5) 计算切削工时:被切削层长度 =3×

22=66mm
,因为粗车走刀两次,故tm=0.55min
四、 缸体的生产及加工工艺
缸体是发动机的基础零件,通过它把发动机的曲柄连杆机构(包括活塞、连杆、曲轴、飞轮等零件)和配气机构(包括缸盖、凸轮轴等)以及供油、润滑、冷却等机构连接成一个整体。

4.2 缸体的加工工艺
加工过渡基准→粗加工顶平面、地面、对口面、龙门面→精加工底面→加工两销孔→精加工前后端面→第一次镗缸孔、铣瓦座两侧面、瓦片槽→各深孔加工→第二次镗缸孔→六个面的孔系加工→缸套底孔精加工分组压套→主、凸孔粗、精加工→挺杆孔粗、精加工→精铣顶平面→装配→发送
5、 变速箱、离合器等的装配及原理简介
缸体作业部,缸体会在这里从毛坯经过一系列的工艺过程然后成为一个成型的缸体。气缸体既是发动机装配最主要的基础件,又是发动机工作的重要功能件。如缸孔、润滑油道等。气缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,形成为曲轴运动的空间。常用的缸体缸盖材料有灰铸铁、合金铸铁、铝合金及镁合金等;小型发动机的缸体缸盖多采用铝合金材料,充分发挥其比重小、导热性能好的特点。铸铁价廉,吸震,不易开裂、易加工。铝合金质轻,导热好、易加工。在加工工艺中,老师给我们重点强调了在粗精镗是所使用的枪钻,枪钻的转速很高,能达到3000转/分,它的刀具呈圆柱状,能够提高转速及位置度。 缸体加工中心由数控伺服系统、APC交换工作台、ATC刀库共同组成,具有小批量、柔性好、占地面积小的特点。
下面就具体介绍缸体加工的工艺流程:铣定位凸台,发电机支架凸台,机冷器面,工艺导向面.
粗铣底面,龙门面,对口面,顶平面→粗铣缸套底孔→粗铣前后端面→精铣前后端面→汽缸体打流水号→铣主轴承座两侧面→铣油封凹座(注机冷器面朝下,后端面朝前→铣主轴承孔瓦片槽→扩1,2,3,4,5凸轮轴底孔.顶平面朝上,挺杆室朝前→扩第3凸轮轴底孔→枪钻前后端面主油道孔及油泵座内油道孔→枪钻2个横油道深孔及顶面2个深油孔→钻5个横油道及顶面12个推杆孔→粗镗缸套底孔→半精镗缸套底孔两侧凸台面及导向以及孔系加工 →前销后环出砂孔及凸轮轴凹底孔及部分→顶面水孔,缸盖螺栓孔,定位环孔以及瓦盖定位环孔加工→底面油底壳螺孔,瓦盖螺栓孔,深油孔,喷油臂孔加工 →精镗缸套底孔→精拉瓦盖结合面→水压实验→七横油孔,增压回油孔,出砂孔加工→6个7度横油孔及机油标尺加工孔→中间清洗→人工清理窗口面12个螺孔和主油道→缸孔分组,分压缸套→人工清理缸体内腔和瓦座螺栓孔v装瓦盖及瓦盖螺栓→粗镗主轴承孔,凸轮轴衬套底孔→半精镗主轴承孔,精镗凸轮轴衬套底孔→钻凸轮轴衬套底孔→中间清洗→压凸轮轴衬套→精车第四轴承止推面
→精镗主凸孔,前销,油泵座销孔→扩挺杆孔→第二次扩挺杆孔→精镗挺杆孔 →铣挺杆孔→中间清洗→粗镗缸套孔→缸孔倒角→精镗缸套孔→粗精研磨缸孔 →缸套孔返修→ 精铣缸体顶平面→缸体返修→总成清洗→压装前后堵盖,凸轮轴后堵盖,压装侧面出砂孔,碗形塞→缸孔分组及打号→总成检查→防绣→气压实验→装镗油泵挺架
此次实习了解到发动机采用的是摩擦制动。即离合器压盘中装配的是摩擦
片,通过摩擦片与飞轮的接触产生的摩擦力来带动曲轴转动。在变速箱厂我着重了解到其装配过程,工艺如下:印铭牌→装倒档→装中间轴总成→装中间轴后盖→装二轴总成→装二轴后盖总成→装一轴总成→装一轴盖板总成→分装支架总成→分装突缘总成→分装上盖总成→装取力盖板→装倒档盖板→制动器调整。同时也了解到另一种箱体设计方法,即输入轴与输出轴同轴线的设计方法。以往书本上看到的是在箱体上铸出一个支架以支撑两轴的两端。但此厂中采用的是在输出轴的一端开一个轴承孔,用来放置轴承从而作为输出轴的一个支点。此种方法能够降低多铸支架并保证同轴的难度,同时减少了材料、铸造成本和变速箱的体积,同轴度上也更加精确。
五、 实习体会
实习中,在老师和工厂技术人员的带领下看到了很多也学到了很多。让我对原先在课本上许多不很明白的东西在实践观察中有了新的领悟和认识。 在这个科技时代中,高技术产品品种类繁多,生产工艺、生产流程也各不相同,但不管何种产品,从原料加工到制成产品都是遵循一定的生产原理,通过一些主要设备及工艺流程来完成的。因此,在专业实习过程中,首先要了解其生产原理,弄清生产的工艺流程和主要设备的构造及操作。其次,在专业人员指导下,通过实习过程见习产品的设计、生产及开发等环节,初步培养我们得知识运用能力。概括起来有以下几方面:
1.了解了当代机械工业的发展概况,加深对现代企业改革的认识。“凡事不拒绝改善”这就是东风的不断追求进步的信念的生动写照。
2.了解了机械产品生产方法和技术路线的选择,学习企业员工那种“从小事做起,从我做起”的扎实态度。
4.在企业员工的指导下,见习生产流程及技术设计环节,锻炼自己观察能力及知识运用能力
5. “一个团队,一个目标”这是在发动机厂的入口一个很醒目的位置有一句标语,在这种企业文化的感染下,我的社会工作能力得到了相应的提高,在实习过程中,我们不仅从企业职工身上学到了知识和技能,更使我们学会了企业中科学的管理方式和他们的敬业精神。感到了生活的充实和学习的快乐,以及获得知识的满足。真正的接触了社会,使我们消除了走向社会的恐惧心里,使我们对未来充满了信心,以良好的心态去面对社会。同时,也使我们体验到了工作的艰辛,了解了当前社会大学生所面临的严峻问题,促使自己努力学习更多的知识,为自己今后的工作奠定良好的基础。
6.增进了我们的师生感情,从这次生产实习的全过程来看,自始至终我们都服从老师的安排,严格要求自己,按时报到,注重安全。在参观实习过程中孙老师和卢老师身边总是围着一大群学生,不停地向他们询问自己不懂的问题。同学们对参加实践,投身一线的热情之高,我认为学校可以以此为契机,认真的教育同学,指导同学们把书本与实践结合起来。
本次实习使我第一次亲身感受了所学知识与实际的应用,理论与实际的相结合,让我们大开眼界,通过对实际生产过程的接触,了解从金属材料开始,制成毛坯、零件,直至组装机的整个现代机械制造工艺过程。培养了我们对一个现代的、系统的、具体的机械制造的过程的概念。我们经过对生产问题的调查、学习和探讨,进一步掌握必要的生产技术,促进了我们课堂所学到的理论知识和实践能力相结合,提高了我们分析与解决实际生产问题的能力。为专业课程设计及毕业设计收集和积累了大量宝贵的资料和经
验。同时也启迪了我们的思维、培养了我们的创新意识。!这次生产实习对于我们以后学习、找工作也真是受益匪浅。
六、 参考文献
1.袁哲俊 主编.金属切削刀具.上海科技出版社.1993
2曜 主编.金属切削原理.机械工业出版社.1998
3 机械制造工程 浙江出版社 20xx年第一版
4丁儒林,陈家彬 主编.汽车厂实习教程.哈尔滨工业大学出版社.1989 5 湖北东风二汽生产实习参考资料