生产实习报告
目录
1.实习目的.......................................................................................... 1
2.实习的内容...................................................................................... 1
2.1工作目标....................................................................................... 1
2.2工件的构造................................................................................... 1
2.3工作流程....................................................................................... 1
2.4工序流程....................................................................................... 1
2.4.1工位安排.................................................................................... 3
2.4.2工位工作分析............................................................................ 6
2.5生产过程中遇到的其它问题和解决方案................................... 10
3.实习结束语.................................................................................... 11
1.实习目的
本次实习以生产实习为主,生产实习是学习工业工程专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专业意识,巩固、理解和应用专业知识。实习方式是同学们自行组织 模拟的生产全过程,对生产线组织、工位的划分、人员配置、工序的优化和现场的管理等事项进行实践学习。 同学们身处生产第一线,理论联系实际,可以更好的了解和掌握本专业基础的生产实际知识,巩固和加深已学过的理论知识,更重要的是同学们可以深刻体会到本专业的精髓,体验到应用已学过的知识解决实际问题的成就感。认识社会化大生产下的工厂运营状态,加强社会活动能力和动手能力,端正严肃认真的学习态度,为以后的专业学习和走上工作岗位打下坚实的基础。
2.实习的内容
2.1工作目标
灯光追逐器流水线生产
2.2工件的构造
构成组件:机盖、机盒、控制PCB板、转换开关、按钮、发光二极管、船形开关、支撑脚、电源插、J型插座等构件
工具:螺丝刀、尖嘴钳、料盘、工具箱、灯光追逐器装配资料
2.3工作流程
下单——选工位——生产线开启——发料——生产——成品检测——作业结束现场管理
由于是自动化生产线作业,故需要进行系统化管理控制生产线,利用计算机进行下单、选工位及生产线开启,接下来就是生产流程。作业结束后需进行现场管理,在这需要应用5S(整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)进行现场管理。具体做法如下:工具摆放到位,剩余有用材料收回,工作台整理干净,垃圾清理 灯具关闭、系统停止、计算机关闭等等。

2.4工序流程
2.4.1工位安排
(1)按工作类型分配
灯光追逐器的安装步骤:
1)在箱底装四只橡皮角。
2)在箱盖安装二极管固定螺母。
3)将线路板置于箱体里,用螺母固定。
4)将船形开关盒J型航空插装在箱体地方左侧。
5)船形开关接线与J型航空插共用一个四芯端子。
6)安装各端子
7)安装二极管
8)安装按钮开关和钮子开关
9)将箱盖盖好,并用4*20螺钉固定
10)通电检查,灯光追逐器能否正常工作
通过对以上安装步骤的分析,经综合考虑初步粗略决定将以上步骤分到五个工位上。第一个工位:安装四只橡皮角并固定PCB板。第二工位:安装船形开关盒J、型航空插和各端子。第三工位:安装二极管固定螺母。第四工位:安装二极管、按钮开关和钮子开关。第五个工位:将箱盖盖好,并用4*20螺钉固定。
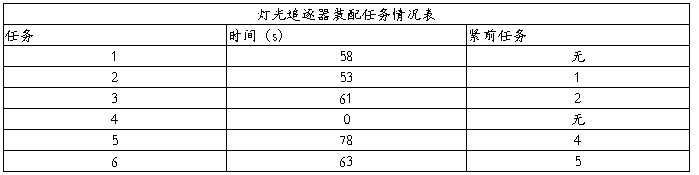
(2)按工位需时和生产线平衡进行优化
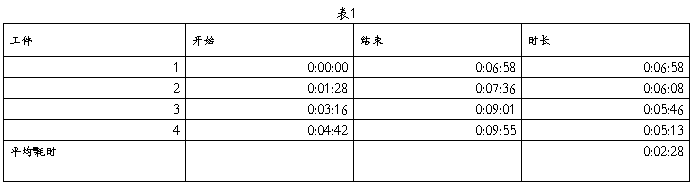
通过测试连续四个工件的完成时间分别如下表1
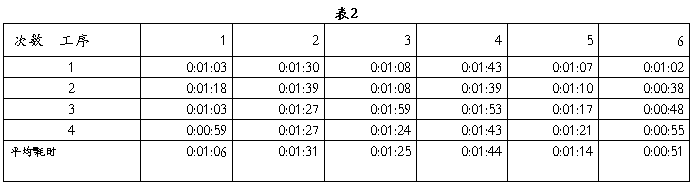
四次测试每个工位多需时间如下表2
由刚开始操作者还不熟练,由上表可知分成的工位所需时不算平衡,但经过多次熟练和人员调配后得到了好的改善。具体如下
测试连续生产四个工件时各工件各工位所需时间和等待时间如表3、表4。
。
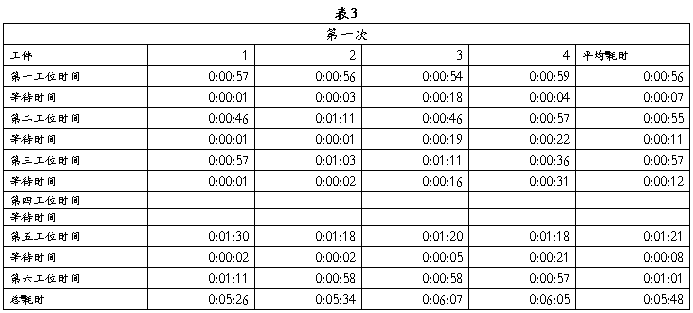
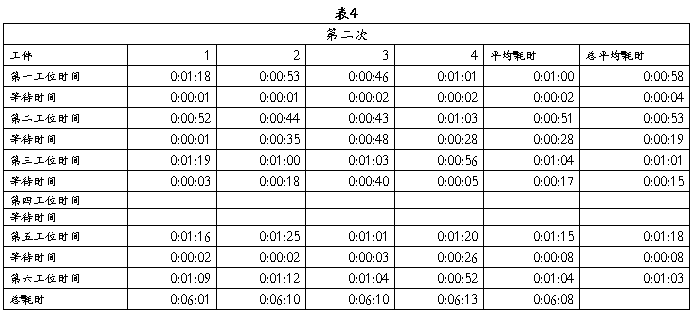
由表知等待时间较长,同时每个工位各个产品的用时不均衡。主要问题出在第三和第五工位上。
经过上面分析可知第一个工位的工作量大,故需平衡其工作量,解决方案是增加一个工位分担第一工位的工作量,得到如上表所示的时间表,有表中数据分析可知,第三工位用时不均衡,经调查发现主要原因是零件的结构不同。为此分析后发现只要零件统一,生产是可以平衡的,平均用时会达到1分钟左右。接下来是第五工位用时较长,成为整个生产线的瓶颈,为此需要分担瓶颈工作量,,从而提高效率,降低用时,经分析可知,由于第四工位在第一工位开始工作时就可以开始工作了,即使其用时较多但时间还是有点宽裕,故可让第四和第五 工位做同样的工作从而得到平衡的目的。这样没个工位的时间用时基本上得到平衡,由于生产量少,分析操作者是用最快速度加工的,但实际工作过程中,员工 不可能按相同的效率进行工作的,因此多分配3—4秒中的宽裕时间,从而提高工作者的积极性,改善员工面貌和素养,从而更好的长时间有效率和质量的工作
(3)装配线平衡
装配平衡线的目的:
1)提高资源利用率
2)提高生产过程的连续性与节奏性
3)减少时间的损失。
表5
总完工时间为547s 装配时间为313s
确定节拍时间:
确定最小工作地数:313/136.75=2.29 取3。
确定时间损失率:
确定平衡率:平衡率=1-23.7%=76.3%
由上表可知瓶颈工序为工序5,下面我们就工序5用双手作业分析法进行改善。
2.4.2工位工作分析
在生产线平衡前,我们对每个工位进行了相应的改善,以便以最方便最快捷的方式进行工作,在此分析下主要的几个工位的工作分析
安装按钮,开关,灯泡的工序分析。
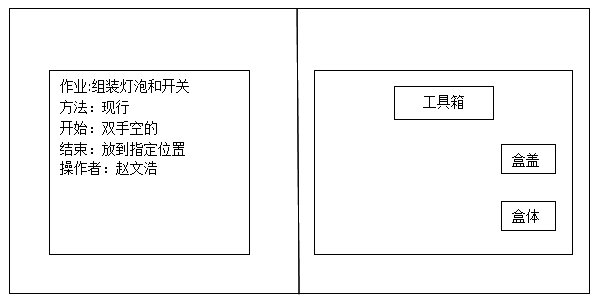
改善前的现场布置:
将工具箱放在操作者正前方,将盒盖放在右侧方。将圆形螺母,垫片,六角螺母分别放入工具箱内。调整座椅到合适位置。
按照动作经济的原则改善现场布置:
(1)减少动作数
1)把工具放在操作者前面的固定位置。
2)把工具放成便于作业的状态。
3)按顺序放置。
(2)双手同时作业
能够用双手进行作业。
(3)缩短动作距离
在不妨碍工作的情况下尽量使工作区域狭窄。
(4)轻快动作
最适当的作业位置高度。
现场布置:1.将工具箱放在操作者的右前方,工具箱内将圆形螺母,垫片,六角螺母正放,省去在装配螺母时的辨别,方便操作,并分别放在不同的格子中。2.将盒盖放置在操作者左侧,因为盒体在右侧,这样放置便于操作者双手作业。3.将座椅调整到合适的高度4.工具箱,盒盖等因尽量靠近操作者。
2.5生产过程中遇到的其它问题和解决方案
(1)工件结构正确组装方式
由于刚开始没有合格的成品可供研究和参考,于是全组人员在参考教科书的基础上进行讨论测试,集众人智慧,经过多次测试最终取得成功。
(2)员工和工位匹配
在此问题上,我组取个人之所喜和所长,然后进行调和和测时比赛得出各工位的合适人员。
(3)工位和工序优化
从工件的结构、工位分配、时间、生产线平衡和提高有效产出等方面综合考虑进行优化,部分具体做法如2.4所述。
(4)工位优化
为节省更多的时间,更好的优化生产和工作人员的操作。我们对
每个工位应用工业工程知识进行优化,部分具体做法如2.4.2所述。
(5)时间测量
时间测量是生产优化的核心,也是重要的判断标准,介于此,我们讨论并尝试了不同的测试方法,以便得到我们有力的判别依据,从而为我们的优化问题做出了卓著的贡献。具体测量方法和数据如2.4.1所述。
(6)相邻工位之间 员工配合问题
由于是一个整体的生产线,前一道工序直接影响着后一道工序的组装合格性,因此必须要协调好相邻工序间的配合,为此,我们前后工序工作人员进行深入的分析和讨论。因此也使整个生产线充满了生机,同时提高了效率。
(7)安全问题
由于是自动化生产,机器无情,刚开始同学缺少安全意识,经常用错误方式传接工具和乱放工具和工件(特别是放到自动生产链上)。为搞好安全问题。我们进行了安全宣传和教育。
(8)工作效率
刚开始在进行生产模拟的时候,同学们比较兴奋,所以经常在生产期间不自主的进行交流,结果导致同学耽误了操作,从而使测得的准确性降低。为解决此情况,我们进行了现场指正,得到了较好的效果。还有就是在组织成产时效率较低,,同学们不太积极,导致组织一次需要较长的一段时间。为此我们也进行了相应的指正和批评。
3.实习结束语
通过这次实习,能够把书本上的理论运用到实际上,实践是检验真理的唯一方法,只有到实际中去,才能真正认识理论其中的意义,才能真正体会到基础知识的重要性,同时,课本上学的知识都是最基本的知识,不管现实情况怎样变化,抓住了最基本的就可以以不变应万变。更重要的是在此过程中遇到的诸多问题,促使我们自己动脑,动手去找到问题的症结,集聚众人的智慧,并找到更好的方法去解决。这次实习让我们更好的认识了现在社会化生产的现状,使我们收获颇丰,以后还需我们更加努力去学习基础知识,同时更好的了解社会,为未来的发展打下坚实的根基。
第二篇:工业工程参观实习报告
工业工程实习报告
一、实习人:
二、实习厂家:
昆明新天力机械制造有限公司,云南合信源机床有限责任公司。
三、实习目的:
本次实习以生产实习为主,旨在开拓我们的视野,增强专业意识,巩固和理解专业课程。实习方式主要是请企业技术管理和企业管理人员介绍有关内容。 同学们下生产车间参观,向企业的现场管理,技术生产工作人员学习请教相关知识;由带队老师组织同学们分组讨论、发言,通过交流实习体会方式,加深和巩固实习和专题讲座内容。通过本次实习,我们学到了很多课本上学不到的东西,并对生产管理有了更深的认识。
四、行程安排(实习地点):
6月27日下午参观云南新天力机械制造有限公司,6月29日下午参观云南合信源机床有限责任公司。
五、保密守则:① 车间内不准拍照;② 不要拿车间内的零件;③ 打电话不要谈论有关工厂的相关内容;④ 不准私自进入别的车间
六、安全教育:① 厂房内要走安全通道,不能超过安全线;② 只能观看,不能用手接触;③ 不要围观设备;④ 要及时避开起重设备;⑤进入精密车间要戴口罩;⑥ 女同学必须要戴帽子;⑦ 衣服要系好扣子;⑧ 保持纪律有秩序的观看;⑨ 车间内不准打闹,不要玩娱乐设备;⑩ 厂内不准吸烟。
七、实习所见:
首先参观的是新天力机械制造有限公司。公司总部设在云南昆明安宁市太平镇28公里处,云南新天力机械制造有限公司拥有完整、科学的质量管理体系。其诚信、实力和产品质量获得业界的认可。
真不愧是云南首屈一指屈指可数的农业产品制造公司呢!宏伟的办公楼,现代化的厂房,整洁的环境,无一不流露出大企业的气派!坐在舒适的会议厅中,听着新天力创下的一个又一个不同凡响的业绩,真为广大百姓而高兴。
产品是企业的灵魂,产品的技术水平,质量都直接关系着企业的客户满意度,关系着企业的生存和发展。云南新天力机械制造有限公司是“新天力”牌3ZS7.3型中耕机、3ZD7.3型中耕机、1Q-110型起垄机、1WG6.6型微耕机、12HZM东风变型后驱动系列拖拉机、12HZG纵式变型后驱动系列拖拉机、12HZG纵式变型后驱动系列拖拉机、180T型纵式变型后驱动系列拖拉机、盘式、手扶式拖拉机、拖拉机底盘、旋耕机、2D25卧式双缸柴油机等
产品专业生产加工的有限责任公司(自然人投资或控股)。新天力公司的每一件产品都要经过1000小时的耐久性测试与性能测试。本着对百姓负责的态度,产品经试验合格后,才能投入批量生产,投放市场。
创新是一个企业的灵魂。“创新无止境,在成功中追求成功”。新天力公司完全自主开发了双缸柴油机。这款柴油机重心低,重量小,易于农用计件配套,而且功率大,平均达到30—35马力,及使用又环保。此款柴油机获37项专利,根据云南本地的高原气候设计,适合高原地区生产作业,克服了其他型号的柴油机在高原地区效率低的缺点,造福一方百姓。不仅技术上创新,管理方法上,新天力公司也一直在探索。在新厂区,公司还致力于厂区的管理与布局的问题上,以提高生产效率,保证员工安全。以先进的生产流程和一流的工艺技术赢得广大群众的好评。
随着加工技术的提高,产品科技水平的领先给企业的发展奠定了基础,也给今天新天力机械制造有限公司新厂区的现代化奠定了扎实的基础,创造良好了环境。新厂区有四个车间组成:精加工综合车间、驾驶室加工车间、装配间、喷涂设备。精加工综合车间是数控设备,机组机群式布置,机群按机加工工艺流水线布置,在保证加工精度水平的基础上,力求生产物流的最优化,以贯彻企业的精益生产思想。整个车间井然有序,干净整齐,生产效率高。
设备是企业的硬件,管理是企业的软件。硬件优越,软件不足,显然会制约企业的发展。只有先进的管理方法来优化先进设备的资源配置,才能使企业的资源得到充分的利用。合信源公司也意识到了这一点,在改善加工水平引进先进技术的同时也在积极尝试管理的革新。
后来我们来到了云南合信源机床有限责任公司(云南磨床厂), 云南合信源机床有限责任公司(云南磨床厂)是生产、销售磨床的专业公司,至今已有四十年的磨床生产历史(其前身为始建于1969年的云南第二机床厂),位于昆明市嵩明杨林工业开发区华狮路3号。公司计量检测手段完善,于2001年2月通过中国进出口质量认证中心的审核,并获得ISO 9001质量认证,严格贯彻执行“科学与管理并举,坚持改进,提供顾客满意的产品和服务”的质量方针。
进入工厂,发现院子中很干净,一派古朴的令人舒服的样子。可以看到一排排整整齐齐的磨床。真难以想象这些美丽而又复杂的装置是怎样一步一步制造出来的,带着这样的疑问,我们一个一个车间的参观起来。
进入生产车间,一切井然有序。一个人或几个人操控各自的机床,娴熟而又专注,而那不知加了什么物质的酱色的冷却水也不息的在刀具和零件之间流着。几乎每一个制造车间都会在最里面隔开一长路的空间来。在这里没有嘈杂的车床,一路走下去,
你会发现本来空空的桥壳,到最后却被添得满满的,完全成了复杂的设备。
在高温处理车间,只见巨大的火炉上一堆被烧得通红的零件放在一块钢架上,便于搬运。听了老师的讲解才明白对已成的钢铁零件进行高温处理,可以除去钢铁部件表面的杂质,增加其光滑度,加大钢铁部件内部的柔韧性,延长钢铁部件的使用寿命。比如对于一些精确的刀具,如果不进行高温处理,则在进行高温测量时,会因本身的变形而无法得出精确结果。之后又来到了焊接车间看到了数控机床,电脑控制的焊头賳一大块钢板上无误的把预计好的形状切割下来。而在原料加工车间,才终于知道原来那些奇形怪状的又非常标准的车头,门等都是按照一定的标准用特殊的工具把钢板进行物理性的加工得到的。
最震撼人心的当然是来到了总装车间,在这里,你可以深切的感受和体会到一台磨床是怎样由一对零部件通过有条不紊的巧妙组合而成的。各个工人都专管一步的组装,这样便于缩短时间,提高效率。和新天力公司相同,这里的每辆机车卖出去时,都已经有内部的人员试用过了,当时就正好看到一位师傅在试一个磨床的性能,绝不含糊。
八、总结
这次实习主要是以参观实习为主,实习是学习工科专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专业意
识,巩固和理解专业课程。同学们下生产车间参观,向企业的现场管理,技术生产工作人员学习请教相关知识。通过本次实习,我们学到了很多课本上学不到的东西。
本次实习,是在我们有了一定的专业知识基础上进行的,这次实习,让我们对自己的专业方向有了一定的预计,让我们通过实习真实地了解到了实践与理论的差异。书本知识比较系统化、理想化,而实际生产因受工厂资金、政策法规、人员配置等方面的影响,很难把专业的理论知识落实透彻。有很多书本上的知识在实际生产中并不相同,有的甚至有很大差距,通过这些天的观察,我更加深刻地认识到了理论和实际并不是完全相同的,不能够把书本上的知识照搬、照抄到生产中来,这样不仅有时达不到理论效果,有时甚至会造成很大的经济损失和资源浪费。所以,在以后的学习当中,我会注意理论和实践的结合,学以致用。任何理论和知识只有与实习相结合,才能发挥出作用。通过实将理论与实践结合起来,其中包括各种设备的实物勘察和设备操作步骤以及注意事项。还有各工序实际上的流程。这些大都和书本上相同,通过对机械设备的之间观察,弥补了理论的不足之处,加深了对知识的记忆。
实习完成后,收获,毋庸置疑,也是颇多的。对所学专业的研究对象有了更进一步的清晰认识。肯定会便于以后的学习的。在此,向组织这次实习的老师们表示感谢!希望有机会,可以再次深入工厂实习调查。
报告完毕。