总结报告
年终总结报告及建议
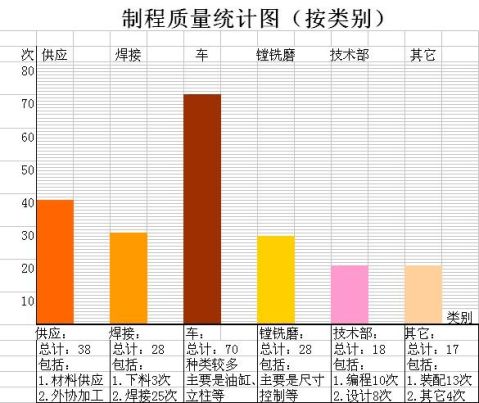
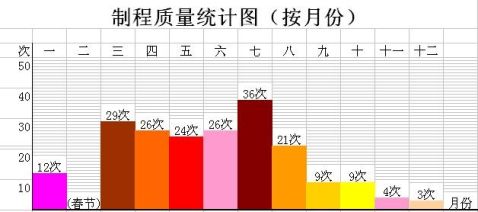
一.质量问题统计
- 1 -
总结报告
二.问题分析
1.供应和外协(共计38次)
(1).铸件缺陷28次。
(2).其它问题10次:包括板材厚度不够、板材弯曲、材质差焊后开裂、密封圈梗子厚度差、外协线切割不对称、锻件余量不足等。
2.下料及焊接(共计28次)
(1).下料5次:包括切割面与平面不垂直、孔的位置下错、切割机故障、管材下料歪斜、对角线差值较大。
(2).焊接23次:包括筋板组合位置不对、需加工孔位置偏移、坡口不合要求、焊接不饱满、焊足高度不够,焊接有气孔。
3.机加工(共计98次,车工70次、镗铣磨28次)
(一)车工
(1).立柱27次:主要是外圆扎刀,其次是螺纹车小、导向段长度不一致、磨削余量不合格、端面未车平、螺距车错,螺纹表面粗糙度差。
(2).活塞杆7次:表现为外圆扎刀、磨削余量有时过多或偏少、越程槽不合格、回转刀台划伤等。
(3).油缸7次:操作粗心,使装配长度尺寸不合格。
(4).缸口导套10次:主要是不圆度超差,其次是槽浅了、尺寸超差、另外是机床床头箱自身锥度大。
(5).螺母7次:主要是内螺纹粗糙度差、有毛刺,其次是外圆接刀不平整、调节螺母的内沟槽浅了。
(6).其它12次:尺寸控制差,所涉及的有顶杆、定位盘、压盖、齿轮、
- 2 -
总结报告
支架、车轮车轴等。
(二)镗铣磨
(1).镗21次:各方面有也都有,操作者不仔细尺寸控制差、学工技术差、坐标出错、装夹不牢固位移、回转台松动。
(2).铣6次:主要是T型槽铣偏、铣深(扎刀),其次是位置度、对称度差。
(3).磨1次:车轮轴磨小(学工千分尺读错一圈)。
4.设计与编程(共计18次)
(1).编程10次:尺寸输入错误、孔无加工余量或有孔未开。
(2).设计8次:尺寸标注错误、计算失误。
5.装配及其它(共计17次)
…… …… 余下全文