海原职中 田小云
短短的一周焊接实训课给我留下了深刻的印象,每天的感觉都是充实的。实训工作很有见解的专家以鲜活的案例和丰富的知识,给了我具体的操作指导,给我提供了一线的实践经验。下面谈谈我通过此次培训获得的点滴体会:
(一)拥有良好的安全意识和节约意识是对自己和他人的负责,是作为一名学习人员必备的素质。具体到当前的工作中包括以下几点:
1 防止火灾(实训间内严禁明火)。,电烙铁在人离开时必须断电。2 严防触电。电气设备接通电源前要认真检查,检查电烙铁是要拔掉电源,小心烙铁头烫坏导线外皮3 防止发生机械损伤 4 防止烫伤。
准备工作和必要的知识:
1新烙铁的使用方法
首先将内热型电烙铁在砂纸上打磨,然后通电,蘸松香,再然后将烙铁头韧面接触焊锡丝,最后在木板或厚纸壳磨擦,使其光亮。
2 旧烙铁在使用前应先打磨
3 使用电烙铁的注意事项
(1)用松香检查烙铁头的温度,不可以用手接触烙铁头。生成的挥发气体上升越快,烙铁头的温度就越高。
(2)工作中的烙铁发热部分应全部放在铁架上
(3)焊锡气体有害,应注意;焊锡含铅,应注意洗手。 做好了准备工作我们还要自己的学习目的。
(二)知识掌握点
1、熟悉有关的焊接工程术语,了解焊接常用材料的基础知识;
2、通过训练,初步获得焊接的基本工艺知识;
3、掌握焊接生产过程的基本概念,了解焊接技术的实际知识,为 以后课程打下基础;
4、了解焊接的安全技术知识,做到安全训练;
能力训练点,通过对简单工件进行焊接,培养我们的焊接工艺分析能力,动
手操作能力,为今后从事生产技术工作打下坚实的基础。
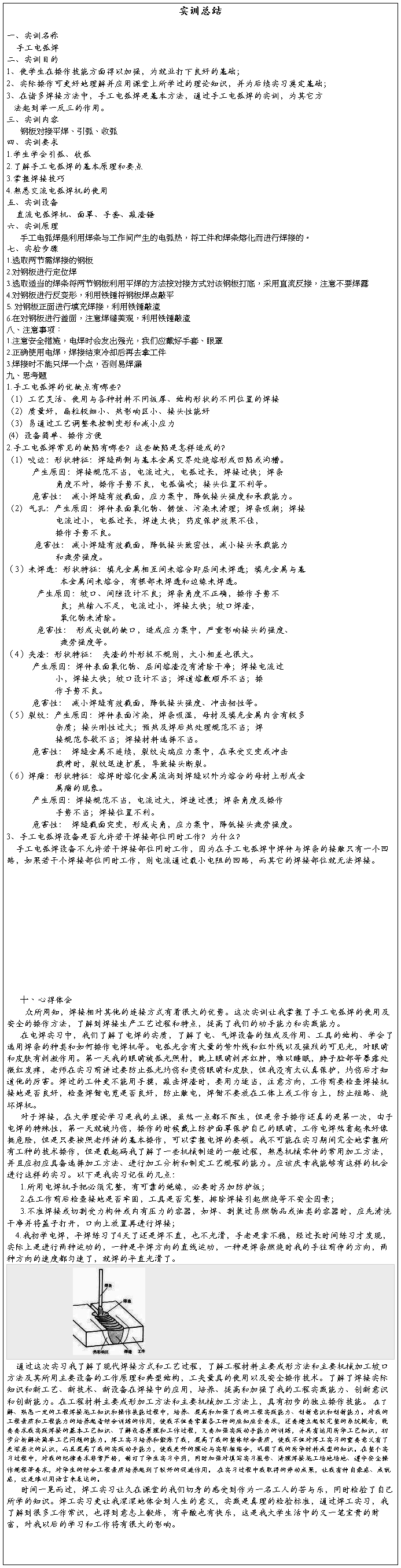
两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接.
电烙铁分为外热式和内热式两种,外热式的一般功率都较大。
内热式的电烙铁体积较小,而且价格便宜。一般电子制作都用20W-30W的内热式电烙铁。内热式的电烙铁发热效率较高,而且更换烙铁头也较方便。
…… …… 余下全文