结课总结报告
本学期我选择车床车工。实训所用的是西门子卧式机床。规格如下产品规格
1、SINUMERIK802S/802C base line/802D/802D base line 数控系统; 2、8 英寸LCD 显示操作面板;
a、机床操作面板;
b、48 点输入/16点输出;
c、数控系统到步进驱动系统命令值电缆(7米);
3、RS232C 接口隔离器;
4、380V/220V(单相), 400W 隔离变压器;
5、伺服电机
1FK7电机,转矩6牛顿米,集成式带单极对旋转变压器,不带制动,光轴,转速3000转/每分钟1FK7电机,转矩8牛顿米,集成式带单极对旋转变压器,不带制动,光轴,转速3000转/每分钟。 技术指标
1. 输入电源:380V×3三相五线制,频率50Hz;
2. 最大功率:不大于2000W;
3. 漏电保护:漏电动作电流≤30mA;
4. 缺相自动保护、过载保护;
5. 漏电保护动作反应时间:≤0.1S;
6. 外形尺寸:数控控制台(长*宽*高):1760mm*800mm*1850mm; 机床实训台(长*宽*高):1200mm*520mm*900mm
1轴类零件的工艺分析
1.1零件图的工艺分析
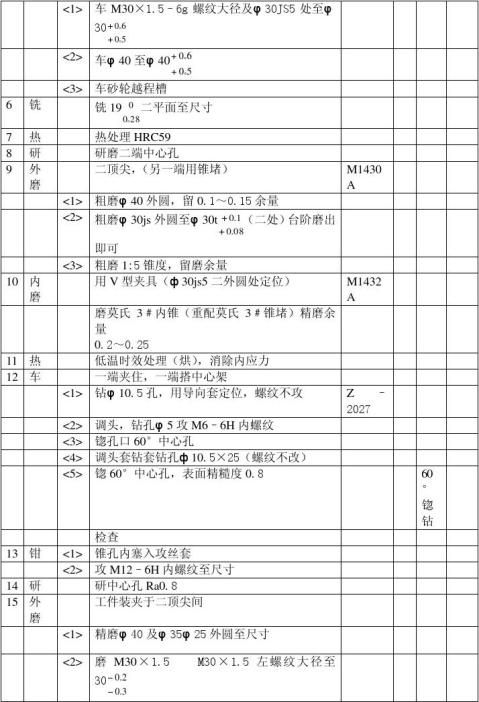
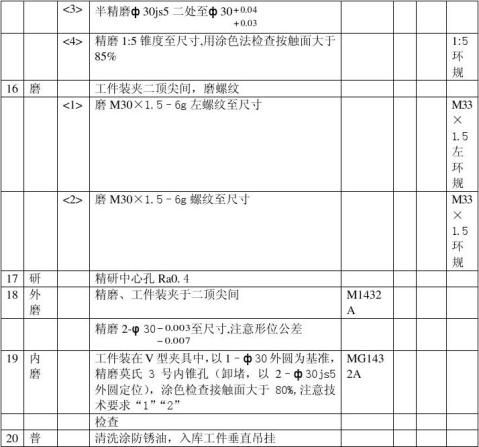
内圆磨具主轴
针对上述要求,现举例说明如下。一渗碳主轴(如上图),每批40件,材料20Cr,除内外螺纹外S0.9~C59。渗碳件工艺比较复杂,必须对粗加工工艺绘制工艺草图(如图)。
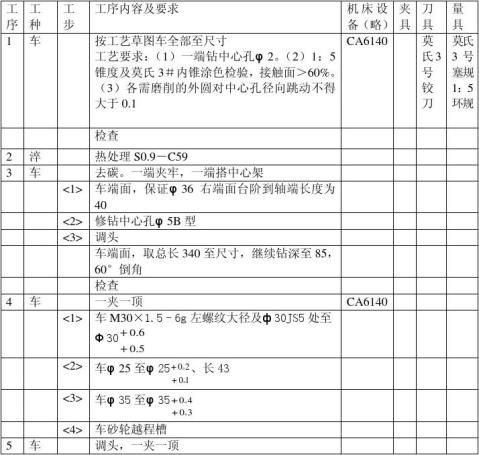
该轴类零件加工过程中几点说明:
1.采用了二中心孔为定位基准,符合前述的基准重合及基准统一原则。
2.该零件先以外圆作为粗基准,车端面和钻中心孔,再以二中心孔为定位基准粗车外圆,又以粗车外圆为定位基准加工锥孔,此即为互为基准原则,使加工有一次比一次精度更高的定位基准面。3号莫氏圆锥精度要求很高。因此,需用V型夹具以2-ф30js5外圆为定位基准达到形位公差要求。车内锥时,一端用卡爪夹住,一端搭中心架,亦是以外圆作为精基准。
…… …… 余下全文