严抓实干 迎难而上
实践20##年环保达标排放目标
——湖南省电力行业20##年~20##年环保技术监督工作总结
至2009底,全省上网火电机组共配套建设烟气脱硫系统32套(鲤鱼江A、B两厂属南方电网,不在本次统计范畴),省内所有上网火电机组全部实现全烟气脱硫。大唐湖南分公司并于20##、20##年间先后关停6台125MW机组,促使湖南省20##年小机组关停减排计划提前实现。
水电厂方面,继续完善环保管理体系建设,强化全过程环境管理,使环境管理水平有大幅度提高。现对2007至20##年间我省环保技术监督工作进行总结与回顾,提出了20##年的工作思路和工作重点。
一、20##年~20##年环保监督工作回顾与主要成绩
(一)火电厂环保技术监督工作
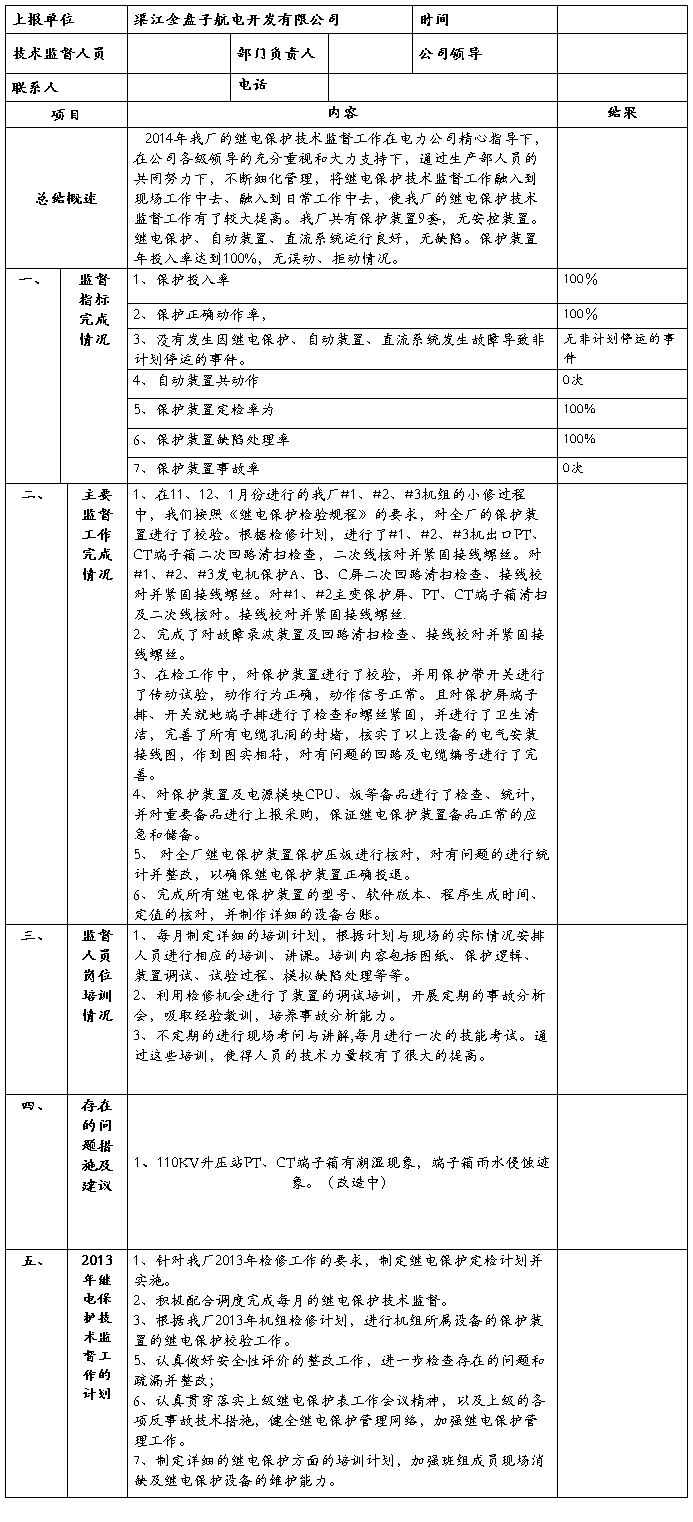
1.全省火电厂环保技术监督指标完成情况
火电厂7项环保技术监督指标中除个别电厂老机组电除尘器投入率未达到98%,排放烟气中NOx浓度存在超标情况外,其他监督指标全面完成。20##年~20##年全省火电厂环保监督指标完成情况综合数据见附表1。
2.主要工作
(1)抓管理,建制度,提高工作效率和工作能力
20##年,为落实污染物达标排放和减排要求,技术监督工作以污染物达标排放和环保设备管理为重点,完善了环保监督实施细则和相关管理制度,在制度上保证了环保监督指标的落实。并在此基础上,在全省范围内推广华能岳阳电厂设立环保考核专项资金的经验,以点带面促进在运环保设备管理,保证在运设备运行状态,从而提高了污染物排放达标的控制能力。
20##年,为缓解脱硫装置运行维护中出现的堵塞、磨损、腐蚀问题,理顺环保设备管理关系,提出成立环保大部制的建议。对环保设备实行集中、专业化管理,在大唐湖南分公司所属各发电公司(以下简称各电厂名)首先实施。实行环保大部制管理后,解决了环保设备分散管理弊病,明确了各部门责任,理清了环保设实施运行与职能部门绩效管理的关系。与20##年相比,环保重点设备的投入率和稳定性有了明显改善,脱硫装置运行控制水平不断提高,环保大部制作用明显。
…… …… 余下全文