实训名称:钳工基本技术(一) 实训类别: 实训日期: 实训地点: 实训中心 姓 名: 学 号:
钳工实训小结
为期两周钳工实训即将接近尾声了,作为高职学院机电班的一名学生从这次的实训中收获颇丰。作为机电一体化这个专业所要具备的专业技能更要全面,钳工作为一门基本技术更值得我们去钻研学习。现代企业中尽管有许多加工设备比如:车床、磨床、铣床等,这些设备的确可以达到较高的加工要求及技术精度。但是若要达到高精度的话,钳工技能便是极为重要的;人们常称钳工为万能钳工,正是由于钳工手工能达到的高精度程度高。众所周知,全国劳模李斌;他便是一个出色的钳工师傅,可以这么说许多机器做不成的工作都是他去手工完成的,但凡哪里的设备精度不高了那么他的钳工水准便得到了体现。而我们这次实训尽管远远达不到这样的水平,但是从钳工实训中我们掌握了一定的基本功;为我们未来的职业生涯奠定了基础。
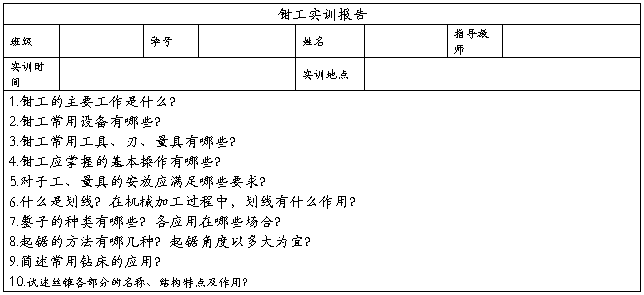
两周的实训包含了钳工入门知识、平面划线、錾削、锯削、锉削、量具识读、钻孔、扩孔、铰孔、综合练习—四面体的加工这些基本技能。做钳工必然从了解这个行当开始,钳工的入门知识便是我们了解钳工懂得钳工的第一步。钳工的分类有许多种常用的有维修钳工、模具钳工等而钳工所需要的工具也分许多种,最常用的便是榔头、锥子、锉刀。对于钳工加工的技术要求常用的便有表面粗糙度、平面度、垂直度、圆度等。听了这些对于钳工的介绍之后我了解了做钳工的目的及一些钳工要达到的技术要求。
平面划线作为钳工加工的基本技能是必不可少的在加工之前,通过划线我们能确定定型、定位、总体尺寸;并通过这些尺寸对零件进行加工。我在划线的过程中懂得了如何“打洋葱”怎么确定弧线直线的位置。
钳工錾削是做钳工的首要步骤,刚锻造出来的铸件表面的粗糙程度是相当不平整得,许多铸件粗糙度大(有毛坯)不符合规定的标准,那么这便需要我们钳工中錾削得加工,通过打毛坯许多铸件的表面粗糙度有了良好的改善并为下一步的加工奠定了基础。本次实训中最为辛苦的便是打毛坯的过程,许多同学因为要打毛坯而双手磨泡包括我同样也是如此。通过一天不间断的去毛坯的加工翻砂件的表面粗糙度有了极大地改善,铁锈的印记逐渐消失金属的光泽逐渐的体现出来,这便是打毛坯的最终目的。
…… …… 余下全文