良率提升改善实录(中篇)
2012.08.16
如果上一期您看了几行就看不下去的话,那这一期您现在就可以放弃了。 我也不会使用所谓“本期不看,精神错乱”的标题来吸引各位读者,免得强迫您看完后,真的精神错乱了,呵呵!!轻松一下,还是言归正传吧!
接下来,请关闭你的手机,暂停你其它的业务,好好的折磨一下自己吧!!
26.顾问通常会将要求的标准拉的非常高,拉到几乎理想的境界,所以有时的确想来直觉上先觉得很难执行,而他的本意就是要我们就本来就是对的角度从最基本的想法起,从新检视我们所自以为存在的限制条件是否真的有意义的存在,重新考虑我们所下达的各种规定及假设是否合理,我们如何追求最接近理想的作法,而这时最须要的就是上层主管的一起坚持,上层主管轻易妥协,就永没成功的机会,但若上层主管只是一再宣扬和顾问所说一样的理想要求的话,事实上也无法突破大家的困境,所以在这里上层主管的对原则不轻易妥协,而又能和大家一起虚心检视现行假设并一起想方法并解决,就变成是能突破原做法的极重要因素。
27.也因为如此,鼓励团队必须『求变』,不能因循不改,就变成上层主管的极重要工作;终究,不做任改变的话,成绩绝不可能改变。
28.团队必须开发出将对长时段的抽象的成绩分解为每天每人都可明确感受的具体衡量单位及工具,迫使问题“立刻的显现,并发痛”才可立即感受。 重点一:将时间段分小,最好是每天或每小时,而不是月或周。
重点二:将成绩单位变为极小,并能明确感受。
例如:不良率-----一个月内几个百分点的影响。
每天丢掉几片产品-----每一片是一顿早餐的钱。
29.团队必须开发出工具及方法使异常的出现及时发现会被“马上”观察到,而且被显示出来,这是极关键点,否则你会一直处在后知后觉的状态。
只有这样才能有效立刻制止大量不对的现象的持续扩大。
只有这样才能有效的看出问题名堂。
30.上层主管必须激出团队发展出这个工作模式,并盯住团队真的立刻去看问题,使养成习惯。
…… …… 余下全文

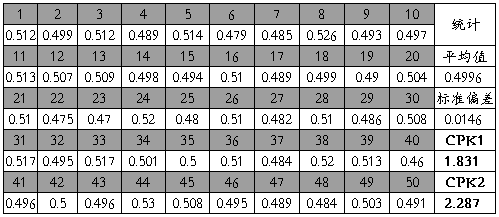





 共生产2400PCS产品,冲切偏位不良2PCS,不良率0.08%;
共生产2400PCS产品,冲切偏位不良2PCS,不良率0.08%; 注:此2PCS异常为未冲出管位孔,硬套孔造成偏位!
注:此2PCS异常为未冲出管位孔,硬套孔造成偏位!
 故:实际实验板冲偏良率为
100%
故:实际实验板冲偏良率为
100%

