实 验 报 告
课程名称:
课 程 号: 专 业:
班 级:
学 号:
学生姓名:
指导教师:
年 月 日
注塑模具拆装实验报告
一、实验目的
1.了解注塑模具的结构特点及各零部件的作用
2.了解注塑模具的浇注系统,顶出机构,侧向分型抽芯机构的结构特点
3.掌握正确的拆装注塑模具的方法
二、详细观看塑料制品的成型过程中,结合自己所拆卸的一套模具,完成下列问题
①、简单画出该套模具的塑料制件草图;
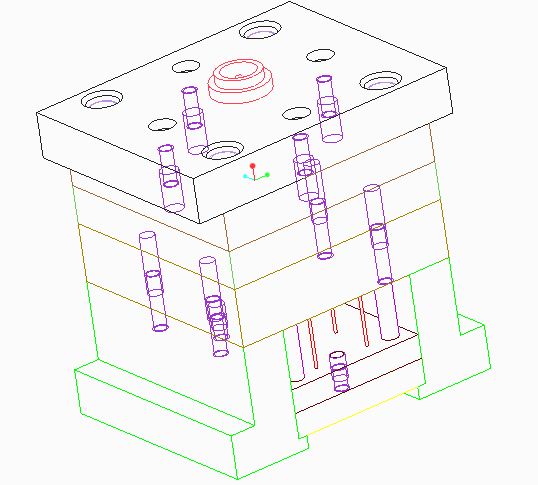
②、简单画出该套模具的装备图;
三、根据自己所拆卸的一套模具,认真思考并回答下列问题
(1)、该套注塑模具分流道采用的是哪一种形式?什么情况下采用潜伏式分流
道?
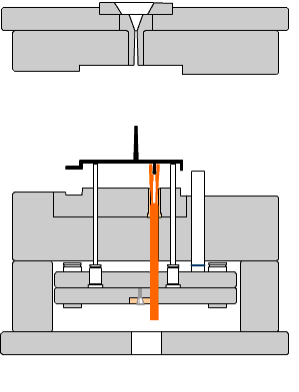
本套模具采用的是无分流道
为了不影响制品外观,顶出时浇道与塑件自动分开,需要较大顶出力,
用潜伏式分流道
(2)、注塑模具的浇口类型有几种?试分析每种类型的特点;该套注塑模具采用
的浇口形式是那一种?
1、针点式浇口
针点式浇口又称点水口,采用三板式模架方能自动脱模,模具结构复杂,浇口在生产过程中自动拉断,适合自动化注射生产。能使用在一模一腔或者一模多腔模具中,既可以注射小产品亦可以注射大型产品,特别是有花纹的塑件也不影响外观。
2、潜伏式浇口
潜伏式浇口又称为潜伏口,进料部位在制品较隐蔽的地方,以免影响制品外观,顶出时流道与塑件自动分开,故需要较大顶出力。杜宇过分强韧的塑料,不适合使用潜伏式浇口。
3、侧浇口
侧浇口又称为边缘浇口或侧水口,一般开设在分型面上,从塑件边缘进料,其形状长为矩形或接近矩形。加工方便、简单,应用灵活,既可以从产品外侧进料,亦可以从产品内侧进料。
4、直接式浇口
直接式浇口又称为大水口或中心浇口,无分流道,塑料通过主流道直接进入行腔故有塑料流程短,流动阻力小,进料块,动能损失小,传递压力好等优点。但冷却除浇口比较困难,塑件有明显的浇口痕迹,因浇口附近热量比较集中,故在该处冷凝较迟,产生的内应力较大,且易在该处产生气泡、缩孔等缺陷。 本套模具采用直接式浇口
…… …… 余下全文