材料成型CAE论文
(Moldflow注塑工艺分析)
姓名:XX
学号:XX
在Moldflow Plastic Insight 6.0环境中,运用MPI的各项菜单及其基本操作,来实现对所选制件在注塑成型过程中的填充、流动、冷却以及翘曲分析,以此来确定制件的最佳成型工艺方案,为工程实际生产提供合理的工艺设置依据,减少因工艺引起的制件缺陷,有助于降低实际生产成本,提高生产效率。
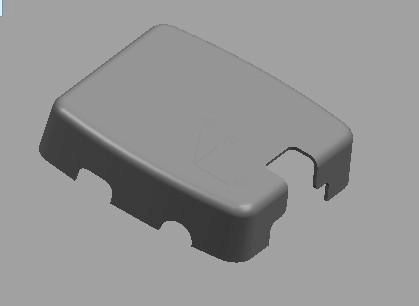
一、 导入零件
导入文件guolingling.stp。选择【Fusion】方式。
二、 划分网格
【网格】—【生成网格】—【立即划分】
三、 网格诊断
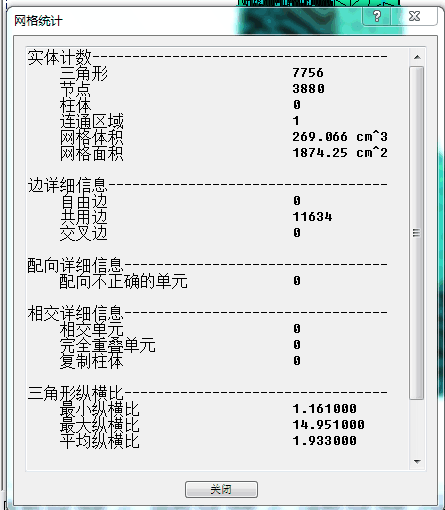
【网格】—【网格诊断】,诊断结果如下:
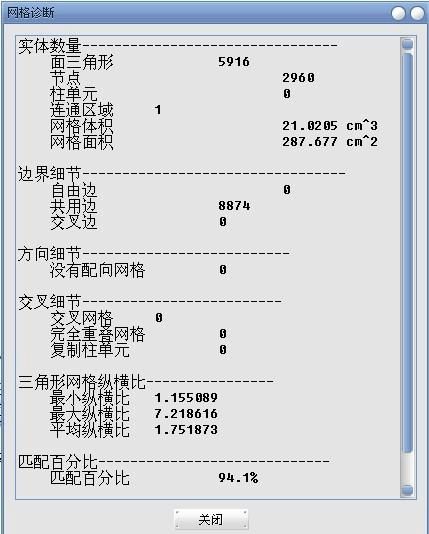
图1、网格诊断
对诊断结果进行检查,发现连通区域为1,交叉边为0,最大纵横比为7.218616<8,均符合要求,网格划分合理。
四、 选择分析类型
1、 浇口位置
1) 双击任务栏下的【充填】—【浇口位置】;
2) 选择材料:双击任务栏下的【材料„„】—【搜索】—输入“ABS”—搜索—在结果中任选一种材料,点击【选择】即可;
3) 双击任务栏下的【立即分析】。
在分析结果中勾选:Best gate location,查看最佳浇口位置,如下图:
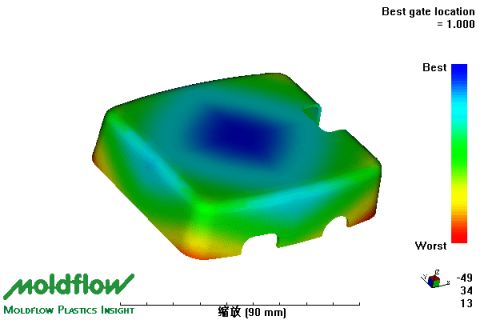
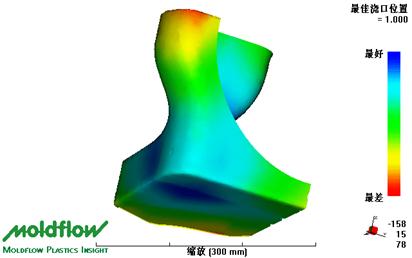
图2、最佳浇口
由最佳浇口位置分析结果可以知道,浇口设在零件上表面的中间部位,零件的注塑工艺效果好。可采用直接浇口。
2、 流动分析
1) 设置注射位置:设置之前,先将方案备份。【文件】—【另存方案为】。
双击任务栏下的【设置注射位置】—鼠标变成一个十字光标和一漏斗形状,然后在上一步分析中的最佳浇口位置处单击,即可完成注射点的设置;
…… …… 余下全文