实训报告
20 -20 学年第 学期
实训项目
班 级 学 号 姓 名 指导教师 时 间
项目一 套类零件的加工
一 学习目标:
通过此课题的训练,达到以下目的: ? ? ? ?
了解套类零件加工的常用方法, 认识各类公差的代号,
学会不同形位公差的控制方法,粗糙度的控制方法。
进一步掌握车床操作,车刀使用方法,套类零件的车削方法,以及金属材料的切削用量,切削速度等。
二 实训内容:
1、三爪卡盘装夹零件。(放稳、找正、卡牢) 2、切削用量选用及调整;
3、加工套类零件并注意保证零件主要尺寸精度; 4、千分尺的测量技术;
5、刀具是安装及车削方法,并适当演示。
三 任务实施:
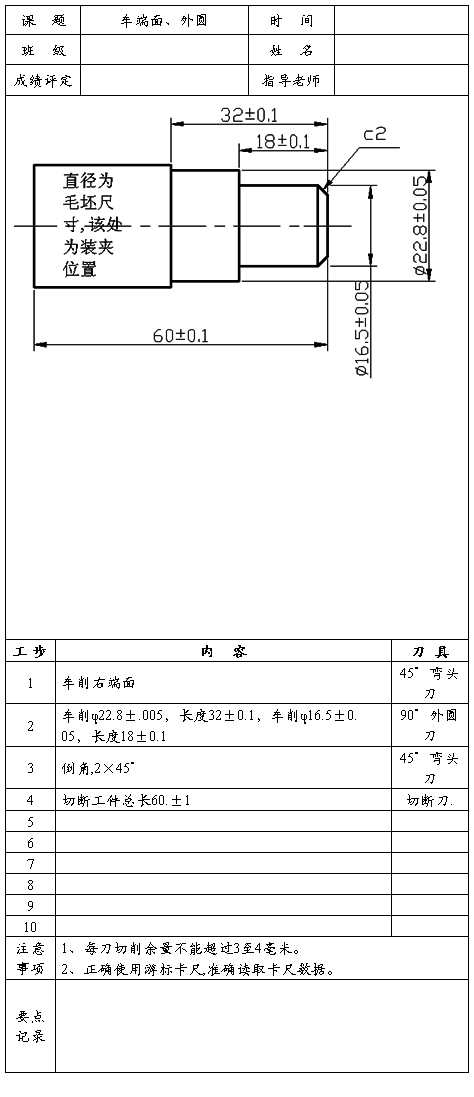
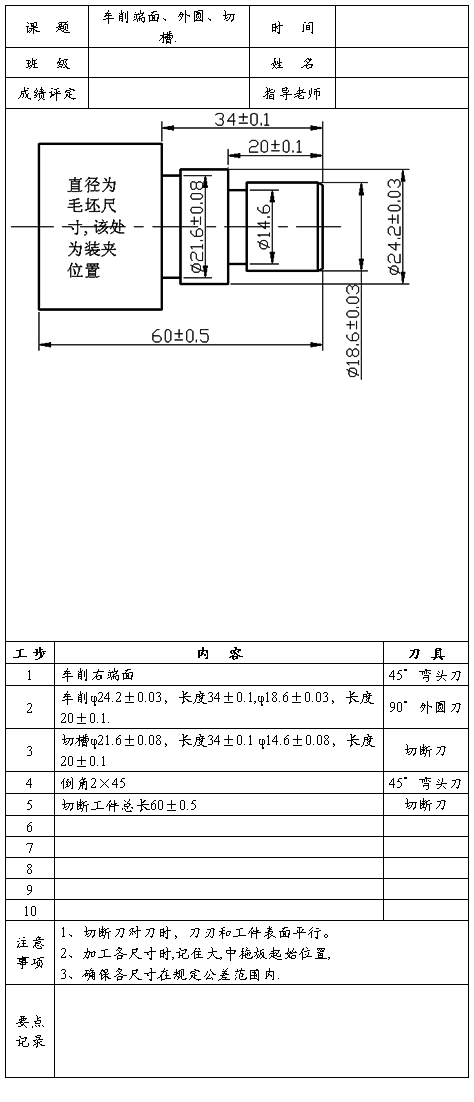
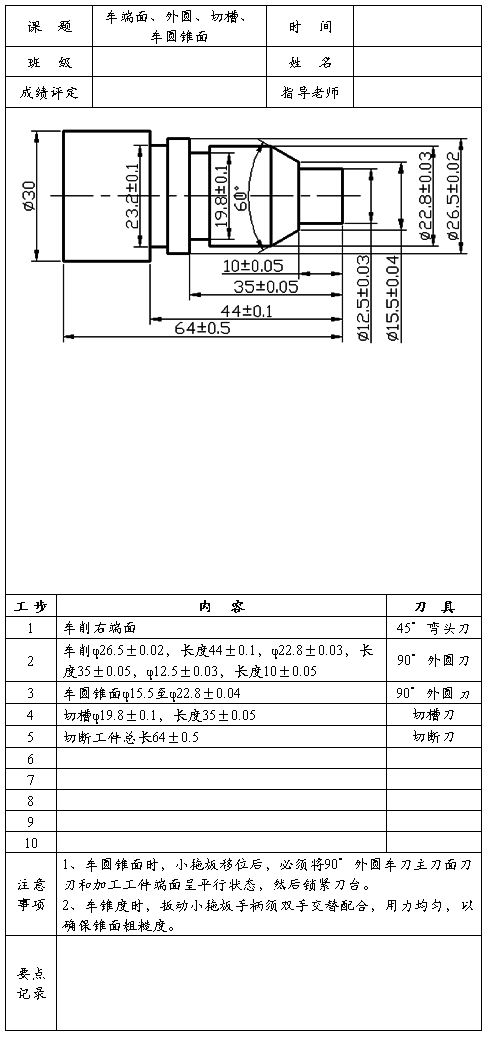
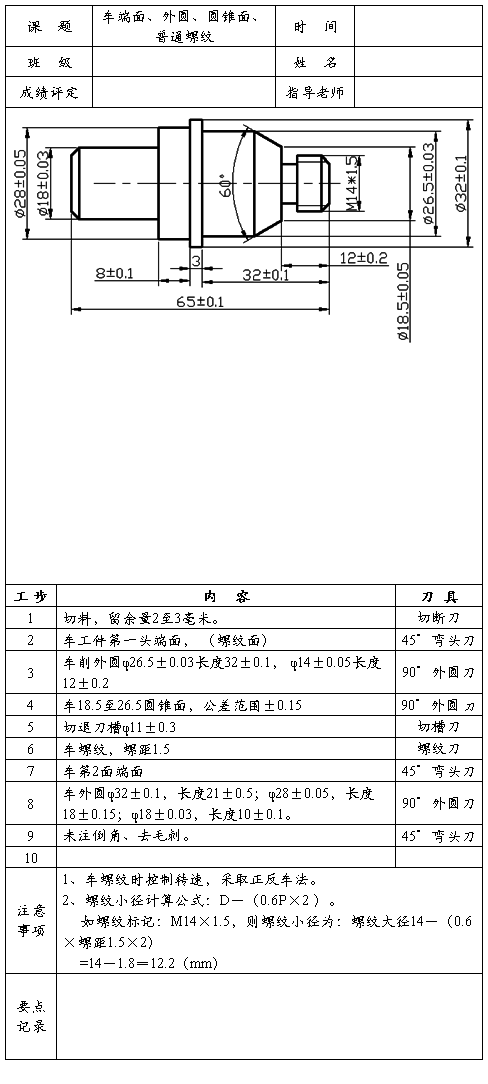
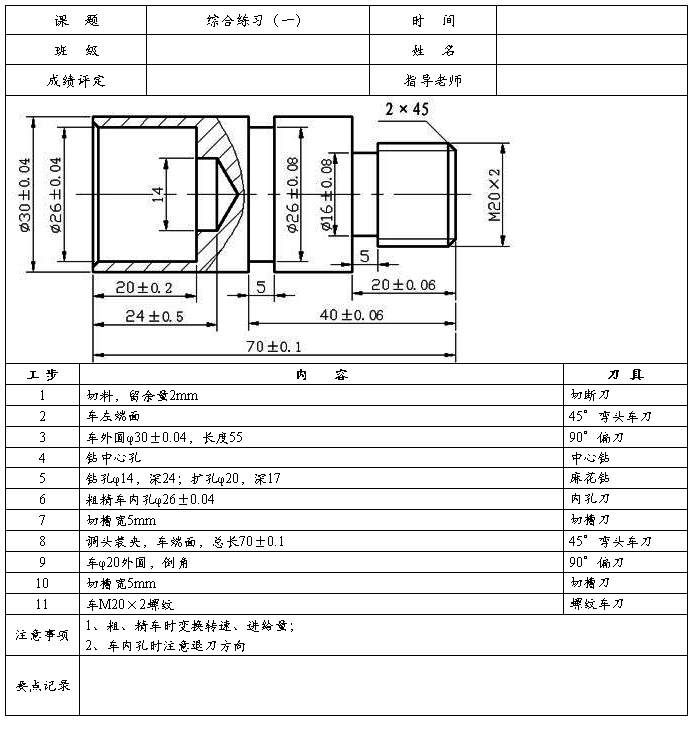
(一)、识读图样及车削加工工艺(加工图样见下图)。
普车试件一
(二)、车削工艺安排
? 工艺分析:
该套类工件的径向与轴向尺寸均不大,材料为45钢,壁厚8mm.外圆、内孔的尺寸精度为IT7级,同轴度误差为φ0.03 mm,内孔的表面粗糙度Ra值为1.6,其余为Ra3.2。为了保证内、外圆的同轴度要求,在工件结构尺寸不大的情况下,可以采用一次装夹车削的方法
? 工艺安排:
四:评分标准
…… …… 余下全文