一、 设计过程
1、 冲裁件工艺性分析:
① 材料性能分析:是否具有良好的冲压工艺性能;
② 工件结构分析:
结构要求:如果只是对孔的定位有高要求,对外形要求不高,可以改进外形,以实现无废料排样
料厚:是薄板材料还是厚板材料?t<0.3mm? t<2mm? t>2mm?
孔边距:c≥1.5t或c≥t
圆角过渡:转角处尽量用圆角过渡,有利于减少冲裁时尖角处的崩刃和过快磨损,一般可取r=0.5t,范围大致在0.2?1mm
2、 设计该零件的冲压生产工艺,编制其冷冲压工艺卡片,要求至少提出两种以上的冲压工艺方案分析比较,确定可行的工艺方案。
3、 论文正文中需要有该零件的模具结构总图一套及主要零件图。另外,需打印出来至少三张用Autocad画的规范三视图,打印图号至少A3号或以上。
4、 选择冲压设备,所有设备参数计算需注明取值来源,并将源图表重新绘制在论文中。
5、 编写设计说明书,所有工艺参数计算需注明来源,并将源图表重新绘制在论文中。
6、 设计论文的最后,将所有来源参考文献按[1],[2],[3]等顺序列出。
二、 设计进度
第1周,完成工艺分析、工艺方案制定及工艺计算;
第2周,完成模具总图设计与绘制;
第3周,设计绘制主要零件图,撰写设计计算说明书,答辩。
三、 参考书
1)王孝培. 冲压手册(或冲压设计资料). 机工版,第11章
2)肖景容. 冲压工艺学. 机工版,第7章
3)太原工学院主编. 冷冲模结构图册
4)中华人民共和国国家标准. 机械制图. GB4457~4460-84
5)* 周玲. 冲模设计实例详解. 化学工业出版社. 20xx
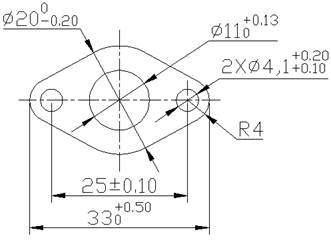
1.支架,设计该零件的冲压生产工艺及模具。
2.支架,设计该零件的冲压生产工艺及模具。
…… …… 余下全文