注塑模具试模管理
1. 试模是指模具初装后进行的塑件生产试验,以考核模具的性能和塑件的质量。如何控制和管理不同的试模申请,制定相应的试模计划,由注塑统一安排试模计划。
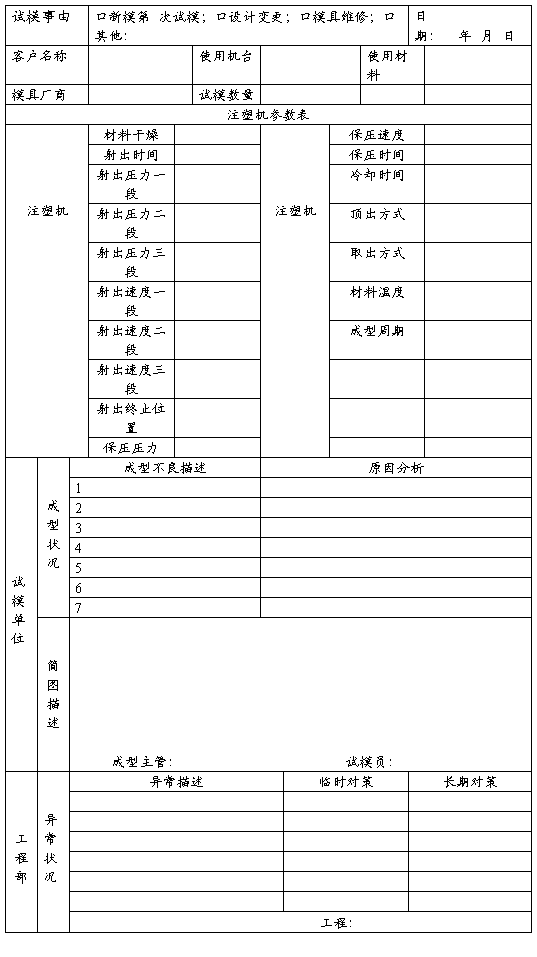
2. 试模通知:试模通知是提醒各参加试模部门、人员做好相应的准备工作以便能够合理的安排试模工作,其包括通知参加试模部门、模具编号、塑件编号、试模日期、试模用料、试模样板数量、试模类别、试模成本、试模状况、模具数据等信息。
3. 制模/改模管理:系统提供制模、改模等加工任务的管理,根据待排产的加工任务,优化工模车间能够进行合理化的生产排程,并计划其加工所需的费用、工时、人员和设备,确保加工任务能够顺利的完成。
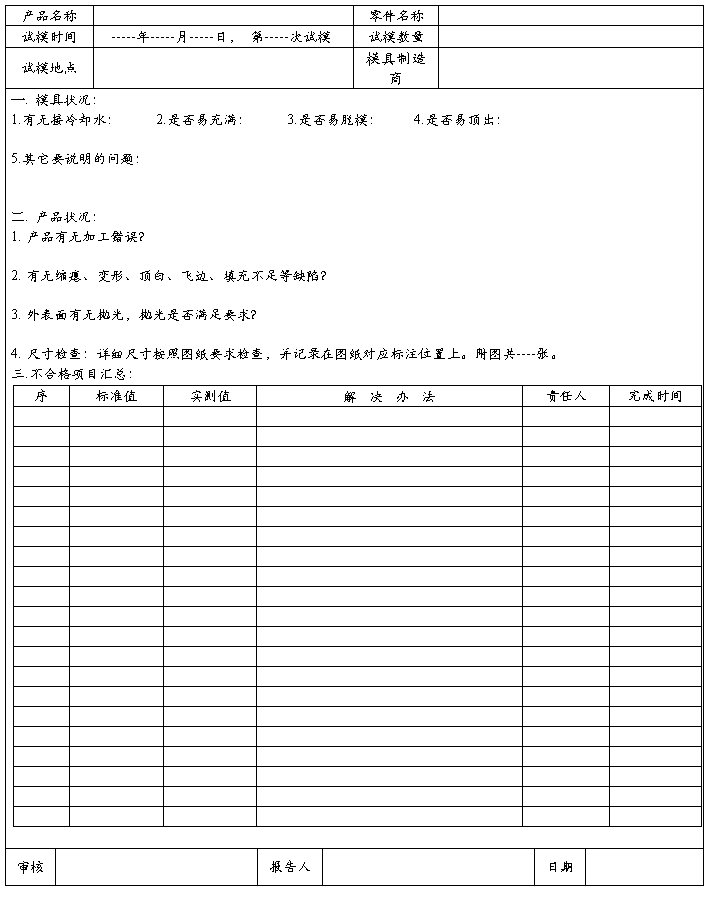
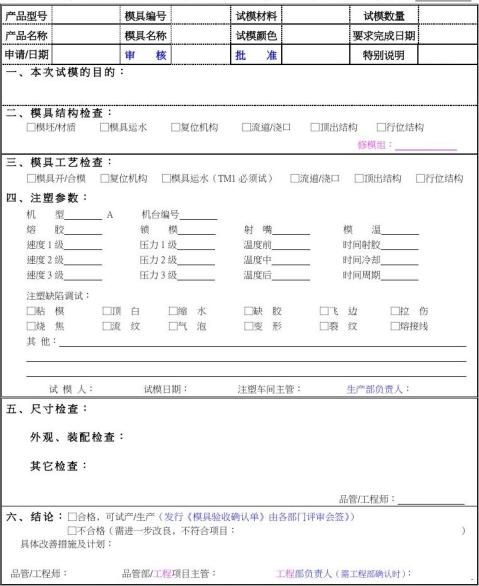
4. 试模报告:试模完成后,需要质检部门出具试模报告,反映试模过程中出现的各种情况,包括模具注塑情况和塑件缺陷情况,并注明试模单号、模具编号、塑件名称、试模原因、试模次数、试模日期、塑件批号、试模机器等详细信息。
5. 模具试模合格率:试模合格率反映了模具试模的次数,以及模具试模成功的比率,是衡量模具加工师傅和设计部门的一个重要技术指标。
6. 模具验收管理:模具在试模成功后,客户需确认试模结果,并签收模具验收合格单。客户签收的模具验收报告单中需从以下几方面考
核:塑件的质量、模具的性能、技术文文件(样板)、交货期等。模具基础档案:标识模具的名称、型腔数、总装图、产品图以及相关的要求和技术说明(试模或原样品、材料及收缩率,装配要求、体积);模具状态(正常、在修、故障、损坏、报废)。
7. 模具试模记录:模具试模记录主要记录模具的试模日期、试模人员、试模地点、试模设备、试模用料、试模状况说明、试模样品、质检报告。
8. 模具验收记录:模具验收主要记录了该模具验收过程中的情况,包括验收人员、验收日期、验收地点、验收样板、试模报告、模具状况以及验收技术质量等。
9. 模具进厂(入库)记录:模具入库记录记录了该模具进厂(入库)情况,主要包括入库日期、供货商名称、地址、邮编、联系电话和负责人。
…… …… 余下全文
 江苏丞宇米特医疗科技有限
公司
江苏丞宇米特医疗科技有限
公司