化学电镀法材料工艺实验报告
罗强 材料物理112 2011034070
一、 实验原理
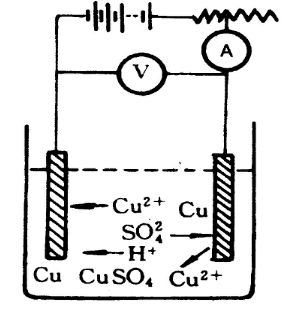
本次电镀实验利用电解池原理,将铜锌合金板接在电源正极上作为电解池的阴极,将石墨接在电源负极上作为电解池的阳极。在通电后,在阴极附近Ni离子被还原成金属附着在阴极的铜锌合金板上,以完成电镀过程。
二、 实验仪器与药品
电解槽、电源、两块铜锌合金板、石墨棒、适量0.1mol/LNiNO3溶液、烧杯、量筒、玻璃棒、电子天平、尺子、烘箱。
三、 实验条件
1、电解槽中不用鼓泡,电解时可用玻璃棒搅拌。
2、电流用0.3A。
3、电解时间为15min。
4、电解在室温下进行。
四、实验过程
1、抛光两块铜锌合金片,用清水清洗后用去离子水冲洗,然后用乙醇溶液清洗,再用吹风吹干。吹干后分别置于电子天平上称量,质量分别记为m1=84.7251g和m2=86.1009g。(注意:m1为放入电解槽后离石墨棒较近的板子,m2为放入电解槽后离石墨棒较远的板子)
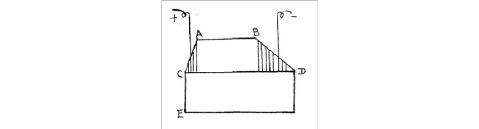
2、将两块板子放置在电解槽中,并固定好石墨棒。用尺子测出石墨棒与合金板的最近和最远距离,分别记为L1=5.55cm、L2=12.92cm。
3、用量筒取适量0.1mol/LNiNO3溶液倒入电解槽中。
4、连好电路开始电解过程,时间为15分钟。在电解过程中,时常用玻璃棒搅拌溶液,使溶液浓度随时保持均匀。
5、取出镀好的合金板和石墨棒,倒掉废液,将电解槽洗净放回原位。用去离子水清洗合金板,洗净后放入烧杯,将烧杯置于烘箱中烘15min,中间可取出两次观察镀层情况。
6、将烘干的合金板置于电子天平上称量,质量分别记为m1’=84.7550g和m2’=86.1175g。
7、根据数据和公式计算分散能力,得出结论。
8、收拾好实验用具离开实验室。
五、数据计算
K=L2/L1,M1=m1’-m1,M2=m2’-m2
分散能力T=[(K-M1/M2)/(K-1)]*100%
…… …… 余下全文