产能评估分析报告
(目前现有资源配置下生产基本状况)
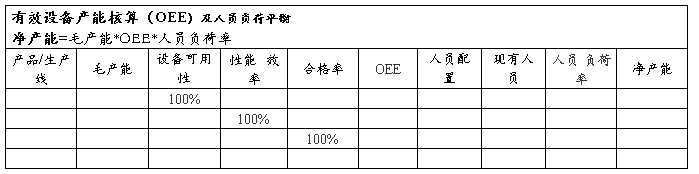
主旨:产能评估及思考
Ⅰ目的:清晰目前“现有资源”下产能能力,为相关决策者提供决策参考,对企业订单形成良性有序的生产作出基础依据。
Ⅱ针对范围:裁床、一、二车缝车间
Ⅲ依据:根据20##年4月至今(有资料可查)裁床、车缝产量及20##年20##年(截止09年12月27日)品检统计车班入检总数量。
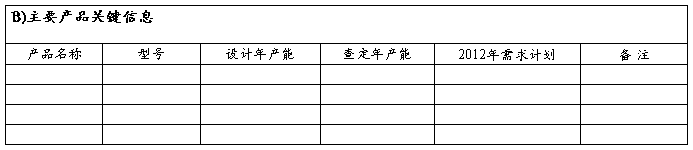
Ⅳ背景现状:现有已下订单待生产总单量约56万(90%为新款)、其中已下裁片至车间部分约30万(299682件)、待安排部分约26万。
Ⅶ生产状况:
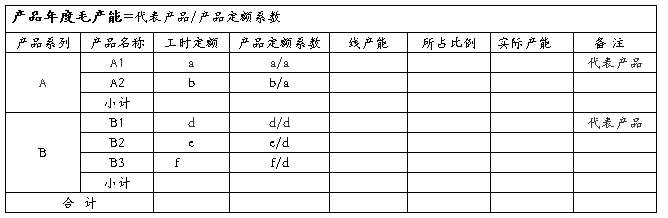
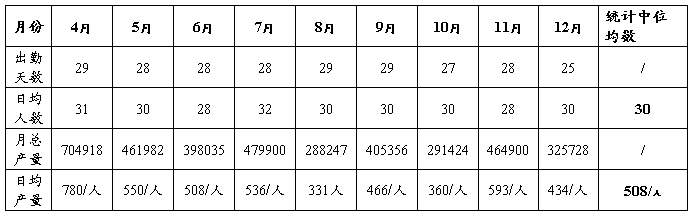
1:裁床部分
1.2:根据此表结合目前现状可得出如下基本信息及思考。
1.2.1:在近30万裁片周转的现状下,在人员流动较频繁的现行状态下,基本保持30人的日人员出勤率能基本保持现有生产的需求。
1.2.2:在流动性的保持30万裁片连续状态下,现有人员配置数量是有能力维持明年生产700万的目标。
1.2.3:裁床日人均产量510件是个基本常量数值。是维续良性运转最基本的产量要求。
1.2.4:同时需检讨本工序本月产量为何比基本常量下降15%.原何?1:新款熟练度不够?2:新款工序部位繁多?3:人员进出频繁操作技能下降?4:管理无定位,整天处于无序忙碌中。对基本产能无数据性的准确性了解,凭经验大其概?5:物料供应,单量不足?何应对?!
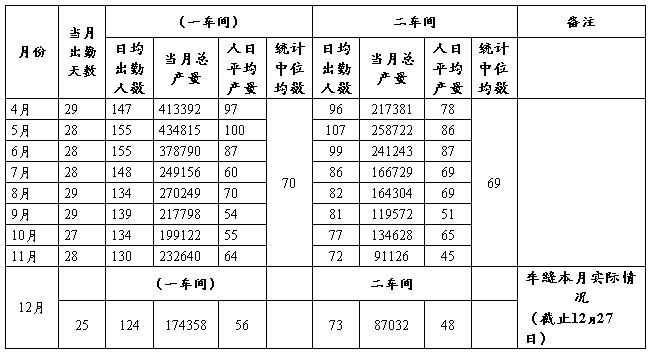
2:车缝部分
3:20##-20##年(截止12月27日,品检统计)一车间车班入检验产品情况
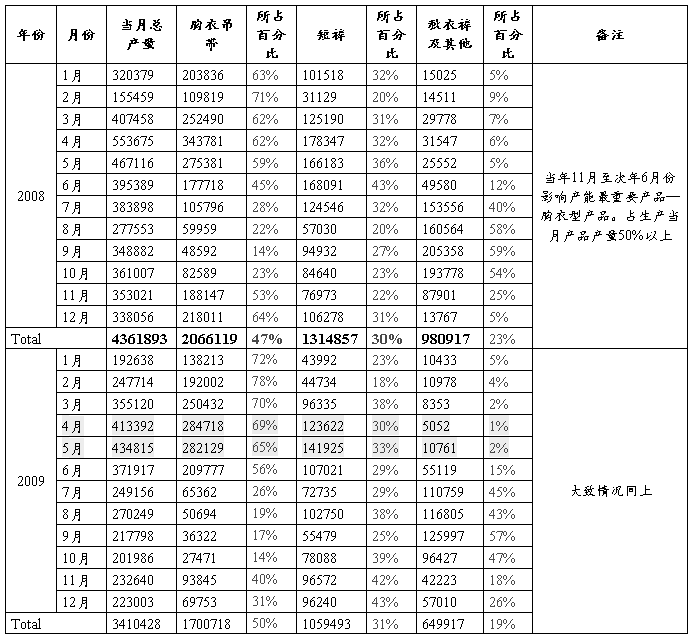
4.通过2、3图表分析结合目前现状可得出如下信息和思考。
4.1:根据以往季度货品类型单月所占比率、单月产量、人员日均出勤数等综合考量,车缝日均70件/人是基本产量要求。
4.2:20##年车缝所呈现的人均日产量数值是成下降趋势。且降幅将近高达40%。这是非常严重的现实。必须从生产流水、人员配置、机器使用率、管理思路和方式等方面检讨。
…… …… 余下全文