产品试制总结报告
编制/日期: 批准/日期:
…… …… 余下全文
无锡市芯丰半导体有限公司

Wu xi Chiplen Semiconductor Co., Ltd
新品试制报告
抄送:□技术总监 □运行总监 □市场总监 □运行部 □芯片应用部 □销售部 □
…… …… 余下全文
蒙迪欧全涂装 轮毂试制工作报告
重庆中南铝轮毂有限公司
2006-4
一、 试验的依据
1.任务来源
根据用户长安福特及市场前景预测,立项自行设计开发。 2.产品图纸
我厂工艺技术部门根据长安福特提供的外观图片以及轮毂相关装配尺寸 和参数,进行设计研制。 二、
工艺路线和试制方案
蒙迪欧全涂装轮毂制造工艺主要由低压、机加、涂装三大工艺组成。在工艺路线制定时,考虑了各个车间的优势,进行了合理的安排;同时在产品的开发过程中充分利用了QS9000五大工具手册来保证产品能按时按质的完成。对原材料供应商,我公司严格按质量体系考核,并对原材料进行严格的入库检验,保证产品质量的可靠性。
下面是工艺试制方案:
.
三、 试制需要的工装、设备
1.试制工艺工装的数量
蒙迪欧全涂装轮毂工艺路线1份,工艺定额1份,试制工艺15份, 工装54套。
2.试制中需要的主要设备
熔炼炉、低压铸造机、热处理炉、数控车床、加工中心、涂装线一条 等设备;光谱仪、X光探伤仪、三坐标等检测仪器。
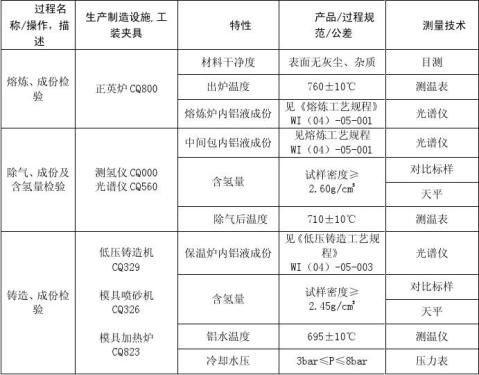
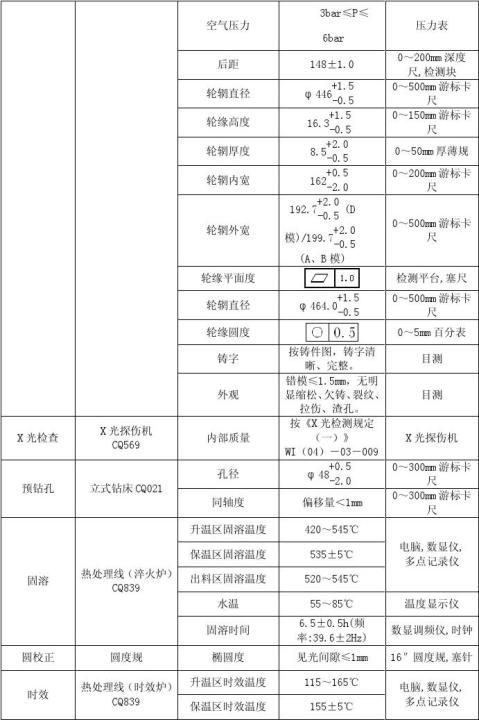
四、 工艺验证情况
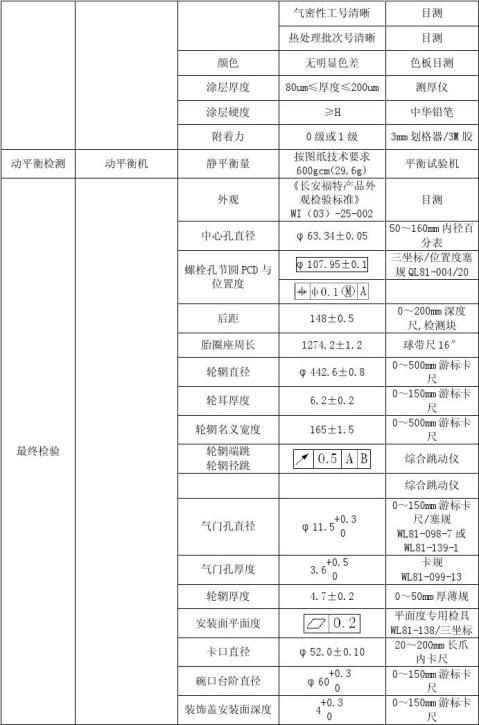
我厂开发的蒙迪欧全涂装轮毂,经过严格的试制达到了福特的性能要求,下面将蒙迪欧全涂装轮毂试制性能情况总结如下:
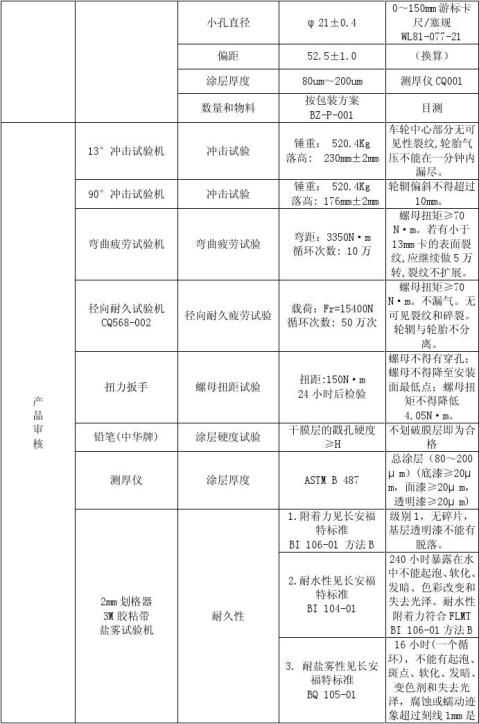
1.车轮径向耐久疲劳试验
试验负荷15400N、转数50万转,车轮试验通过,并加载5%转数也获得通过。
2.车轮回转弯曲疲劳试验
试验负荷3350NM、转数10万转,车轮试验通过,并加载5%转数也获得通过。
3.车轮13度冲击试验
试验负荷520.4Kg、冲击高度230mm,车轮试验通过,并加载5%负荷也获得通过。
4.车轮90度冲击试验
试验负荷520.4Kg、冲击高度176mm,车轮试验通过,并加载5%负荷也获得通过。
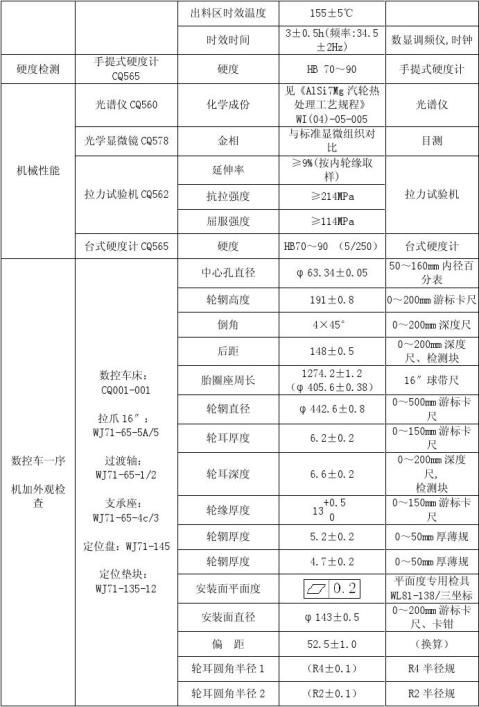
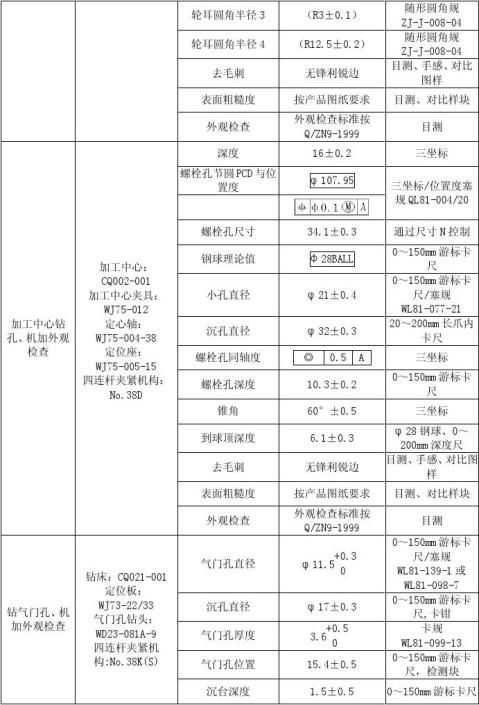
5.材料检验
化学成分、机械性能、金相组织全部打到福特要求。
6.涂层试验
…… …… 余下全文

项目名称
产品样机/样件试制报告

***公司
产品样机/样件试制报告
1试制要求
本章主要说明试制的目的和完成后要求达到的目标。如:
——通过样机/样件试制,评估样机/样件外观效果是否达到要求;
——通过过样机/样件试制发现设计、制造、装配等方面存在的问题,为改进提高产品质量和产品设计提供依据;
2 试制内容
本章列出需要试制的内容及各项内容所要求的工艺、材质、表面处理要求。
3 试制过程
本章主要对项目试制过程进行总结,包括试制时间、数量,试制过程介绍及试制过程中遇到的问题及解决办法等。
4 样机/样件检验
本章主要是针对最终完成的样机/样件进行检验,检查与试制技术文件(效果图、三维数据、图纸)的符合程度,列举存在偏差的部分,并说明造成偏差的原因。
5 样机/样件试制总结
本章主要对以下内容进行总结:
——对参加试制的单位、人员的工作情况简要进行总结,对样机试制结果给出明确的结论。
——结论内容应包括:样机/样件是否符合试制要求;产品图样是否能够指导生产、制造、检验;此批样机/样件是否达到试制的目的等。
(内容可根据项目实际情况调整)
…… …… 余下全文
TB880E型TBM11刀具试制报告
1.进口正滚刀的结构测绘及材料分析
进口正滚刀的结构见图1,滚刀主要由刀圈、旋转及密封、安装、润滑几个部分组成。 1.1正滚刀的刀圈
正滚刀的刀圈是刀具的主要易损件(祥见刀圈国产化试制报告),刀圈采用过盈配合热装在刀体上,实现刀圈的径向固定,利用刀体一端的轴肩和另一端的挡圈结合过盈配合实现刀圈的轴向固定,保证刀圈在正常工作时不会发生刀圈的径向转动和轴向移动。 1.2正滚刀的旋转及密封
正滚刀在使用中平均每把要承受25吨的推力,其设计为端盖与刀轴固定在一起,通过轴承和浮动环实现刀具的旋转和密封。一对圆锥滚子轴承采用TIMKEN公司成品,其型号为HH224334-HH224310,承受力为,轴承內圈过渡配合装在刀轴上,外圈装在刀体内;滚刀的密封是在刀体的两端和对应的刀盖上放置浮动金属密封环,其尺寸为φ227x15,O型橡胶圈为φ9.5。 1.3刀具的安装
正滚刀的安装是采用端盖上的螺栓孔。端盖一方面用螺栓与刀轴连接,组成刀具总成,保证刀具的转动力矩50NM,另一方面通过其上的螺栓孔与刀盘连接,把刀具固定在刀盘上,其安装尺寸见图1。 1.4正滚刀的润滑
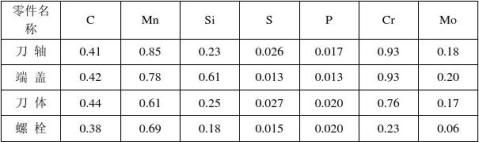
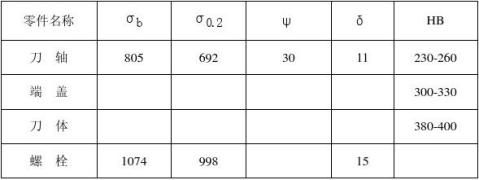
正滚刀的润滑采用机油润滑,润滑油除了润滑和冷却作用外,还加入了特殊气味的添加剂,起到预报漏油的作用。 1. 5正滚刀主要零件的材料分析 1.5.1材料成分见表1
2. 进口中心刀的结构测绘及材料分析
进口中心刀的结构见图1,由图 与图 比较可以看出中心刀与正滚刀的主要差别有如下几点。 2.1 安装方式
正滚刀是单个安装在刀盘上,其刀座是固定在刀盘上的;中心刀是安装在刀架上,刀架是活动的,六个刀架并排装在刀盘上,靠两端楔块轴向压紧中心刀. 2.2 密封形式
中心刀在设计时受到空间限制(硬岩时刀间距不能太宽),刀体上留不出单独安放金属浮动密封环的位置,故设计成在刀体两端直接作成密封带,与两端端盖上安置的金属浮动密封环配合实现密封. 2.3 刀轴形式
…… …… 余下全文