着色渗透探伤检测报告
编号;WZR-QR4QJ-011
…… …… 余下全文
1.通过实验了解着色渗透探伤的基本原理;
2.掌握着色渗透探伤的操作方法,以及缺陷的检查评定。
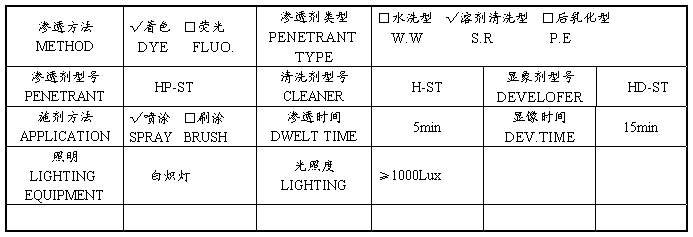
着色渗透探伤是采用带有红色染料的渗透剂的渗透作用,显示缺陷痕迹的无损探伤法。渗透探伤是检验表面开口缺陷的常规方法。渗透探伤的基本原理是在被检工件表面涂上某种具有高渗透能力的渗透液,利用液体对固体表面细小孔隙的渗透作用,使渗透液渗透到工件表面的开口缺陷中,然后用水或其它清洗液将工件表面多余的渗透液清洗干净,待工件干燥后再把显像剂涂在工件表面,利用毛细管作用将缺陷中的渗透液重新吸附出来,在工件表面形成缺陷的痕迹,根据显示的缺陷痕迹对缺陷进行分析、判断。其基本原理及基本步骤见图1。




焊接件的探伤:
(1)表面预处理 焊缝及热影响区表面容易粘有焊渣、焊剂、飞溅物、氧化物等污物,在进行着色检测前要进行清理,常用的清理方法是机械清理法。污物清理干净后,再用清洗液清洗焊缝表面的油污,最后用压缩空气吹干。
(2)渗透 由于焊接工件的尺寸一般较大,所以施加渗透液时,常采用喷涂或刷涂,一般应在焊缝上反复施加3~4次,每次间隔3~5min,小型工件可采用浸涂法
(3)去除 先用干燥、洁净不脱毛的布或纸按一个方向进行依次擦拭,直至大部分多余渗透剂被去除后,再用蘸有清洗剂的干净不脱毛布或纸进行擦拭,将被检面上多余的渗透剂全部擦净。
(4)干燥 清洗干净的焊缝及热影响区表面可经自然风干或用压缩空气吹干。
(5)显像和观察 利用压缩空气或压力喷罐将溶剂悬浮显像粉均匀地喷洒在焊缝及热影响区表面,显像3~5分钟后,可用肉眼或借助3~5放大镜观察所显示的图像,为发现细微缺陷,可间隔5分钟观察一次,重复观察2~3次。
…… …… 余下全文
验八 着色渗透探伤
一、实验目的
1.通过实验了解着色渗透探伤的基本原理;
2.掌握着色渗透探伤的操作方法,以及缺陷的检查评定。
二、实验原理
着色渗透探伤是采用带有红色染料的渗透剂的渗透作用,显示缺陷痕迹的无损探伤法。渗透探伤是检验表面开口缺陷的常规方法。渗透探伤的基本原理是在被检工件表面涂上某种具有高渗透能力的渗透液,利用液体对固体表面细小孔隙的渗透作用,使渗透液渗透到工件表面的开口缺陷中,然后用水或其它清洗液将工件表面多余的渗透液清洗干净,待工件干燥后再把显像剂涂在工件表面,利用毛细管作用将缺陷中的渗透液重新吸附出来,在工件表面形成缺陷的痕迹,根据显示的缺陷痕迹对缺陷进行分析、判断。其基本原理及基本步骤见图1。

图1 渗透探伤的基本原理及步骤
a) 前清洁处理 b)渗透处理 c)清洗去除处理 d)显像处理 e)检查评定
…… …… 余下全文
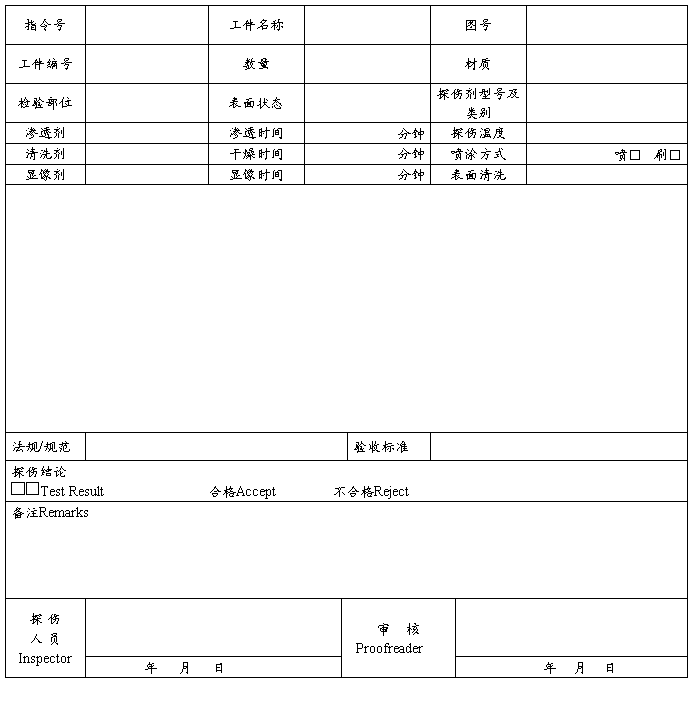
液体渗透探伤检测报告
成都乘风阀门有限责任公司
表4.10-22
报告日期:2012.07.04 报告编号: JPT130701-30
探伤: (PT-Ⅱ级) 审核: (PT-Ⅱ级)
…… …… 余下全文
着色渗透探伤
一.着色探伤原理介绍
着色探伤是无损检测的一种方法,它是一种表面检测方法,主要用来探测诸如肉眼无法识别的裂纹之类的表面损伤,如检测不锈钢材料近表面缺陷(裂纹)、气孔、疏松、分层、未焊透及未熔合等缺陷(也称为PT检测)。适用于检查致密性金属材料(焊缝)、非金属材料(玻璃、陶瓷、氟塑料)及制品表面开口性的缺陷(裂纹、气孔等)。
着色探伤的基本原理:用着色剂涂在材料的表面,着色剂渗入受损部位。放置一段时间后将表面的着色剂冲洗掉。在已经清洗干净的表面涂上显影剂,损伤部位由于着色剂渗入其中从而看得一清二楚。
主要利用毛细现象使渗透液渗入缺陷,经清洗剂清洗使表面渗透液清除,而缺陷中的渗透液残留,再利用显像剂的毛细管作用吸附出缺陷中残留的渗透液而达到检验缺陷的目的。
二.着色探伤的工作标准
(一)工件表面预清理
在被检表面施加渗透剂前,应使用清洗剂将工件表面清洗干净,使得被检表面无油污、锈蚀、切屑、漆层及其他污物(如检验焊缝时,在焊缝表面及焊缝边缘不应有氧化皮、焊渣、飞溅等污物),然后,使得被检工件表面要充分干燥。 (二)着色渗透
用渗透剂对已处理干净的工件表面均匀喷涂后,渗透5-15分钟。如图


(三) 清洗、干燥
在渗透5-15分钟之后,施加显象剂之前:
(1)要使用清洗剂将喷在工件表面的渗透剂清洗干净,使得被检表面要清洁
(2)用干净的纱布擦干或在室温下自然干燥
注:清除多余的渗透剂时,应防止过清洗或清洗不足(保证工件表面没有渗透剂即可)
(四)显像
将显像剂充分摇匀后,对被检工件表面(已经清洗干净、干燥后的工件)保持距离150mm-300mm均匀喷涂,喷洒角度为30°- 40°,显像时间不小于7分钟。如图
(五)观察


1、观察显示迹痕,应从施加显像剂后开始,直至迹痕的大小不发生变化为止,约7-15分钟,观察显像应在显像剂施加后7~60分钟内进行。
…… …… 余下全文
着色渗透探伤工作标准
一、适用范围
本标准适用于检查致密性金属材料(包括焊缝)、非金属材料(如玻璃、陶瓷、氟塑料)及其制品表面开口性的缺陷,如暴露于表面的裂纹、气孔、疏松、分层、未焊透及未熔合等缺陷。
二、 原理
利用液体的渗透现象、毛细作用和吸附原理来检查材料、制品表面的开口缺陷。探伤时,将红色渗透剂施加在被检表面,如果被检表面存在缺陷,渗透剂便渗入缺陷内,当把表面多余渗透剂去除后,再施加白色显象剂,缺陷内的渗透剂便被吸出,从而在白色背景上呈现出红色缺陷迹痕。
三、对工件被检表面的要求
1、被检表面及其周围25mm区域内应无油污、锈蚀、切屑、漆层及其它污物。
2、检查焊缝时,在焊缝表面及距焊缝边缘30mm内不应有氧化皮、焊渣、飞溅等污物。
3、机加工件表面的粗糙度应不大于6.3√ (光洁度∨5)。
四、 渗透剂、清洗剂、显象剂的选择原则
1、渗透剂应有良好的渗透性能、颜色鲜艳、对被检表面无腐蚀、对人体毒性小、剌激性小、挥发性小、易于清洗、并与被检容器内所使用的介质相容。
2、清洗剂应能去除被检表面的多余渗透剂又不会过洗。对被检表面无腐蚀、对人体毒性小和剌激性小。
3、显象剂应能在被检表面上形成均匀的白色背景,对渗透剂有强的吸附性能,显示缺陷迹痕对比度好。
4、 推荐几种着色探伤剂,见附录A。
5、用于检验和选用渗透探伤剂的对比试块见附录B。
五、操作程序
(一)预清理
在被检表面施加渗透剂前,应按3.1和3.2条要求,采用溶剂清洗、蒸气清洗、碱洗或机械方法进行处理。然后,被检表面要进行充分干燥。
(二)渗透
1、 渗透方法的选用:
(1)对焊缝和大部件作局部探伤时,宜采用刷涂或喷涂法,应注意被检表面在渗透时间内保持润湿状态;
(2)对数量多、尺寸小的零件作探伤时,宜采用浸渍法。
2、渗透时间取决于渗透剂种类、被检工件的材质、预测缺陷的种类、大小以及被检表面状态和探伤时的环境温度。当环境温度为5--50℃时,渗透时间通常在10--15min之间或按探伤剂说明书执行。
…… …… 余下全文
着色渗透探伤检测实验
一、实验目的
掌握着色渗透探伤检测非孔性材料表面开口的缺陷方法(焊件焊缝)。
二、实验内容
用溶剂去除型着色渗透检测焊缝及其周边金属。
三、实验器材
1、喷罐式溶剂去除型着色渗透检测材料:一套(其灵敏度符合实验要求);
2、试板;
3、白光灯、放大镜;
4、钢丝刷、砂纸、锉刀等工具;
5、无绒布或纱布。
四、实验原理
着色探伤原理:将含有染料的渗透液涂敷在被检工件表面,利用液体的毛细作用,使其渗入表面开口缺陷中,然后再除去工件表面多余的渗透液,干燥后施加显象剂,将缺陷中的渗透液吸附到工件表面上,再观察反映缺陷形状的迹痕,进行缺陷的质量评定。下图1
为着色渗透探伤原理示意图。
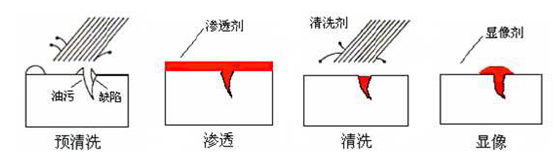
图1 为着色渗透探伤原理示意图
五、实验步骤
1、预处理:先用钢丝刷、砂纸、锉刀等工具清理试板的检测区域,及检测部位四周向外扩展约25mm,去除试板表面的锈迹等污物;再用清洗剂清洗试板的受检表面,以除去油污和污垢。
2、渗透:将渗透液喷涂于清洗干净好的试板受检面,渗透时间为10min,环境温度为15~50℃;在整个渗透时间内,渗透液必须润湿受检表面,保护不干状态。
3、去除:渗透完毕后,先用干布擦去表面多余渗透液,然后用沾有去除剂的无绒布擦拭,擦拭时,应朝一个方向擦拭,不能往复擦拭。
4、显像:将显像剂喷涂于受检表面,喷涂时,喷嘴距被检工件表面一般以300~400mm为宜,喷洒方向与受检表面夹角为30°~40°,以形成薄而均匀的显像剂层,显像剂层厚度以0.05~0.07mm 为宜,应覆盖工件底色。
5、观察检测:显像结束后,应在白光下进行检测,必要时,可用5~10 倍放大镜观察。
6、记录并出具报告:做好记录并根据标准、规范或技术文件进行质量评定,最后出具报告。
六、实验报告要求
1、 采用校实验报告纸手写。
2、 写明班级、学号、试验日期、试验内容、试验目的。
…… …… 余下全文