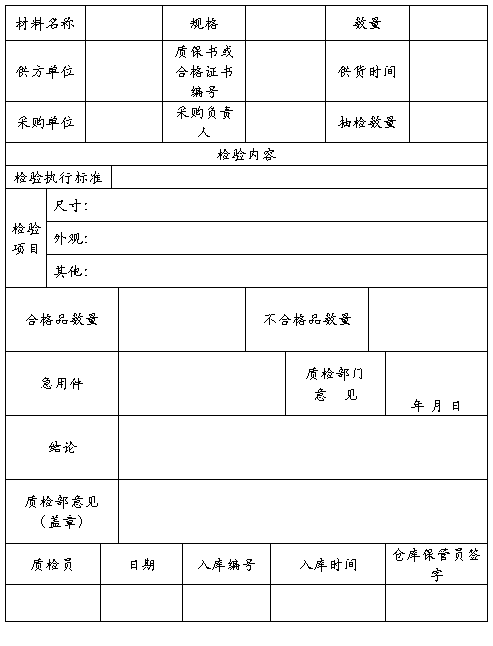
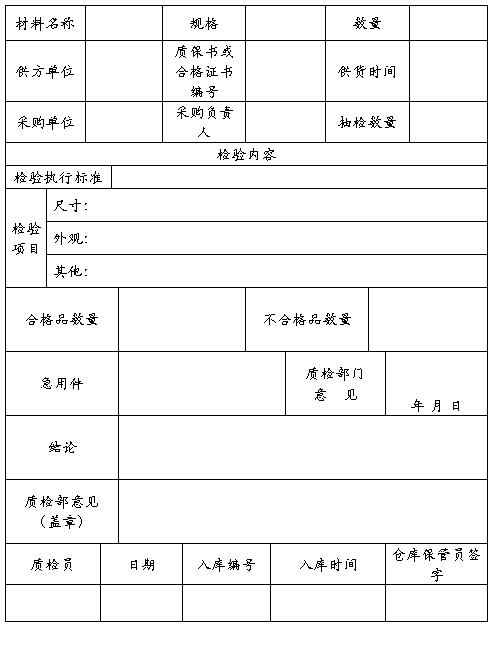
型材、配件、原原辅材料入库检验单
塑料窗检验原始记录
检验: 校对: 日期:
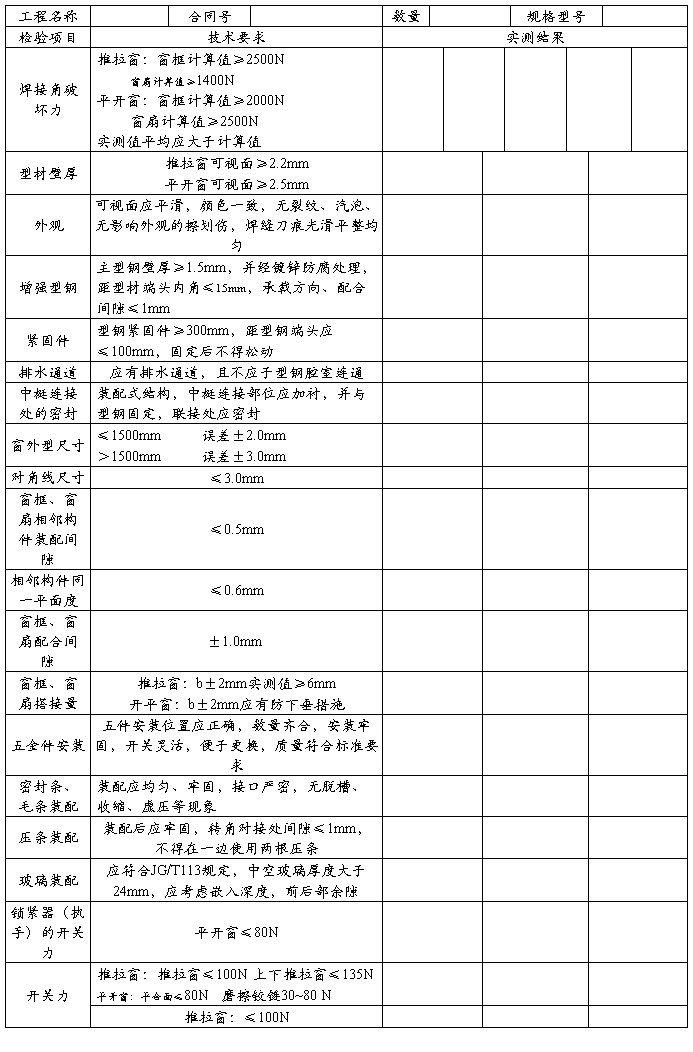
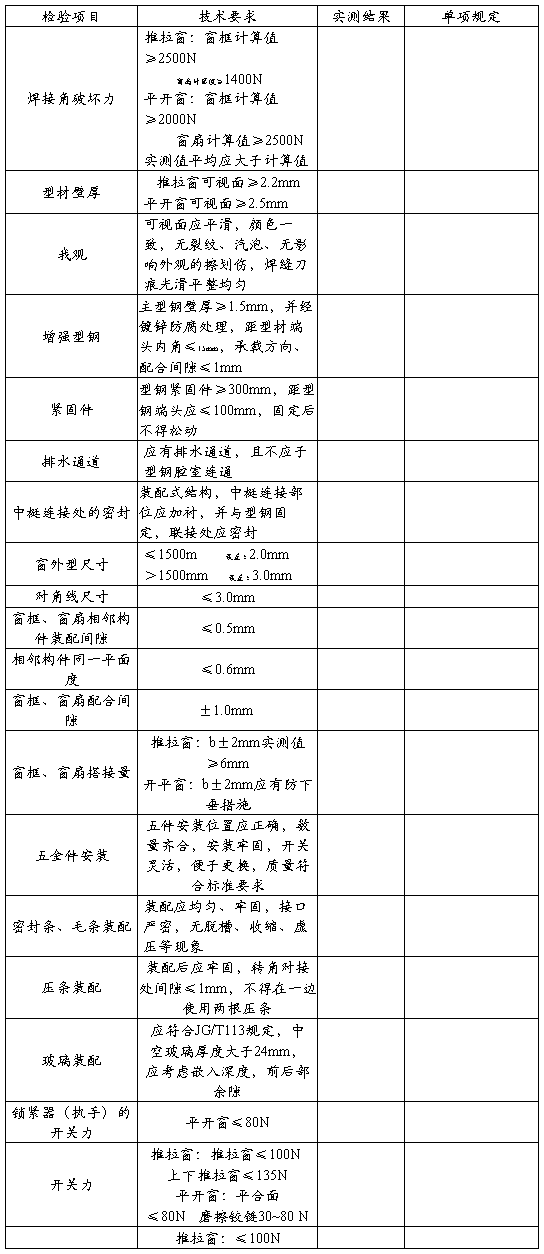
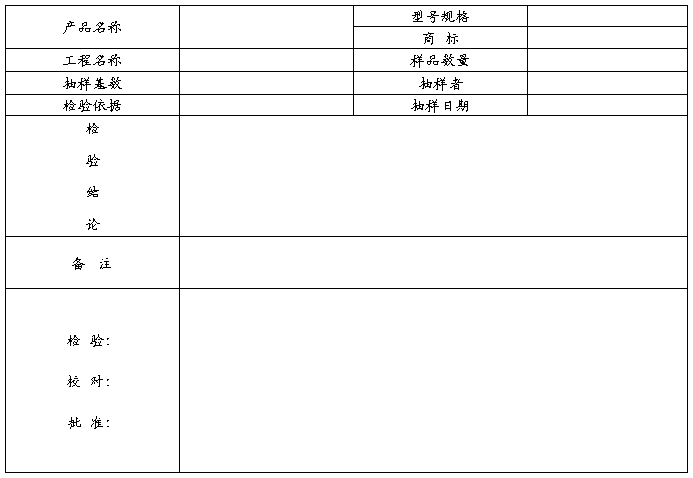
塑料窗出厂检验报告
( )窗检第 号 共 页 第 页

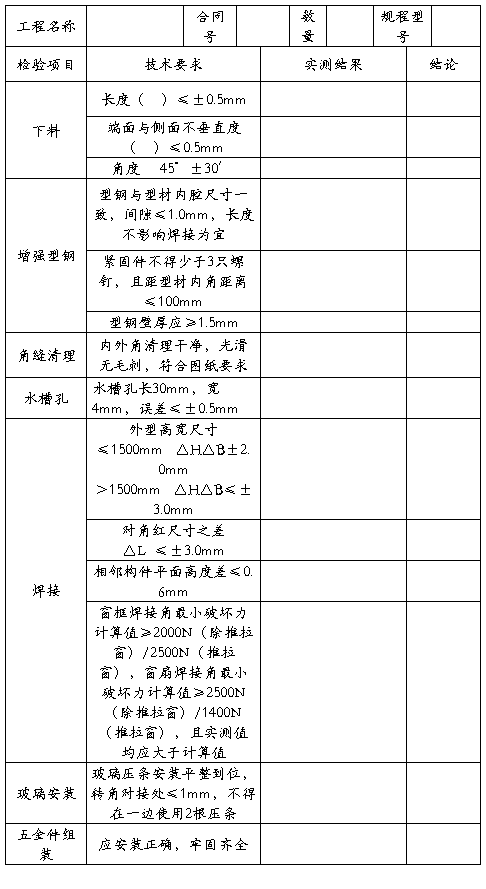
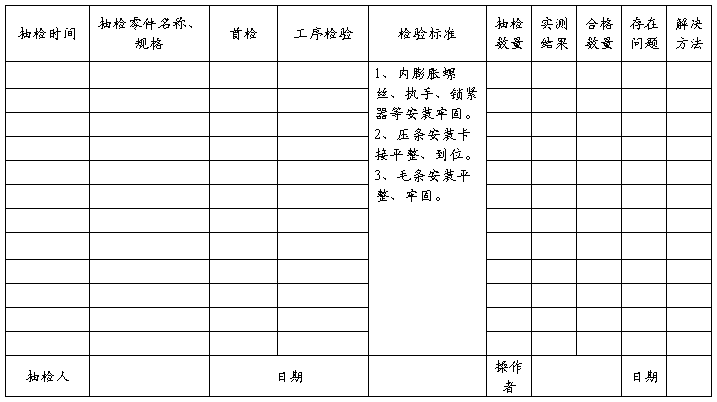
塑钢窗过程检验记录

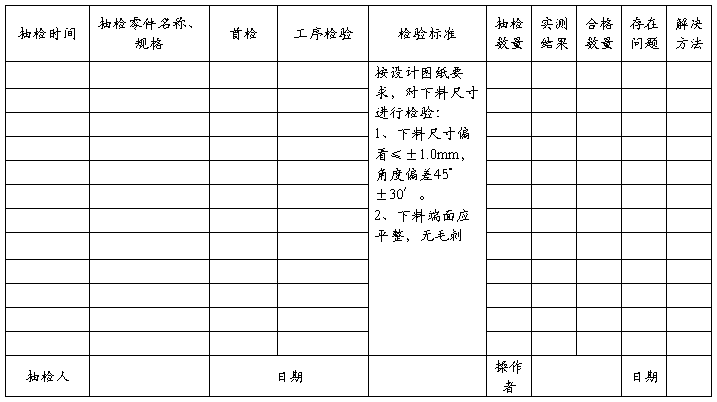
塑钢窗下料工序质检记录表

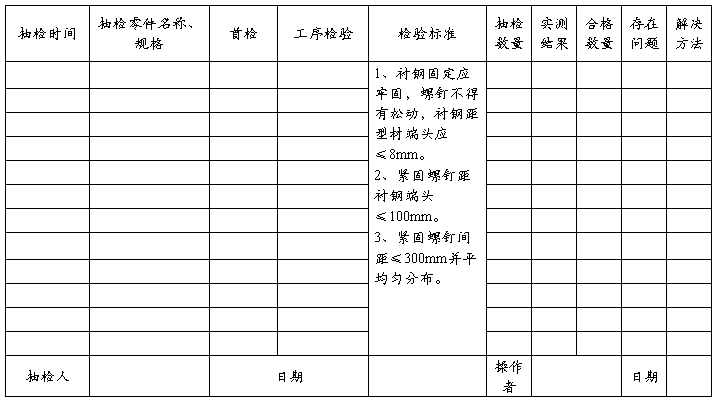
塑钢窗衬钢固定工序质检记录表

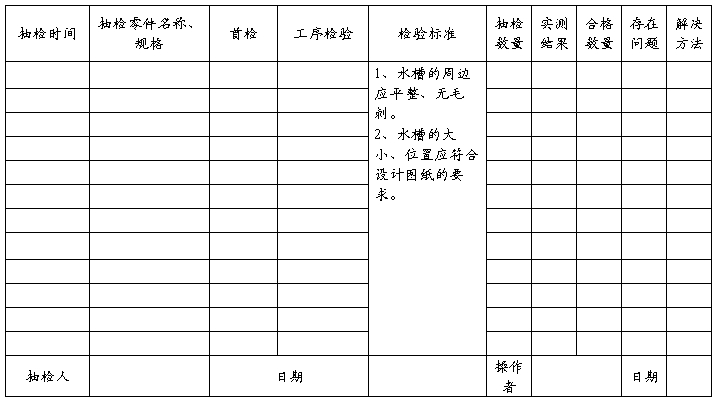
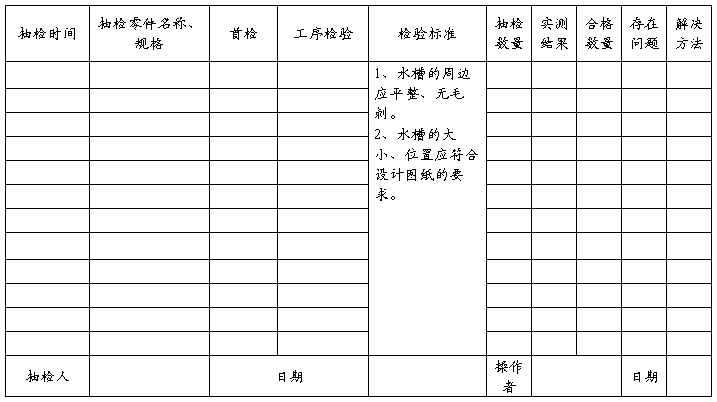
塑钢窗铣水槽工序质检记录表
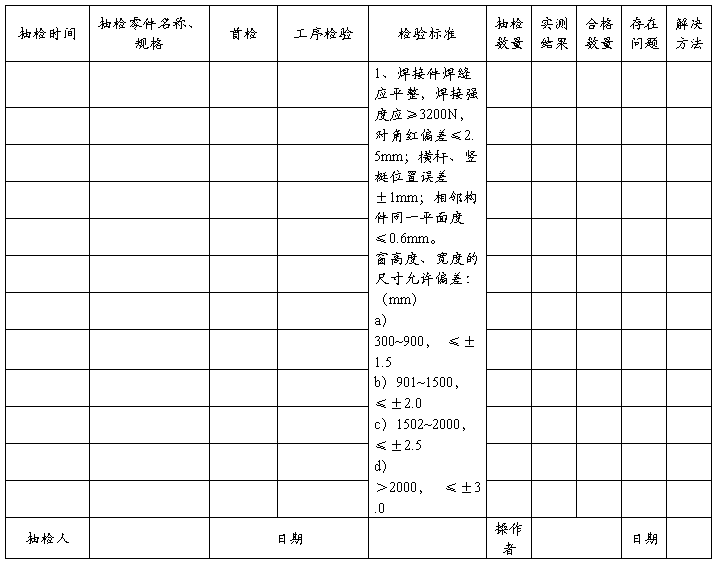
焊接工序质检记录表

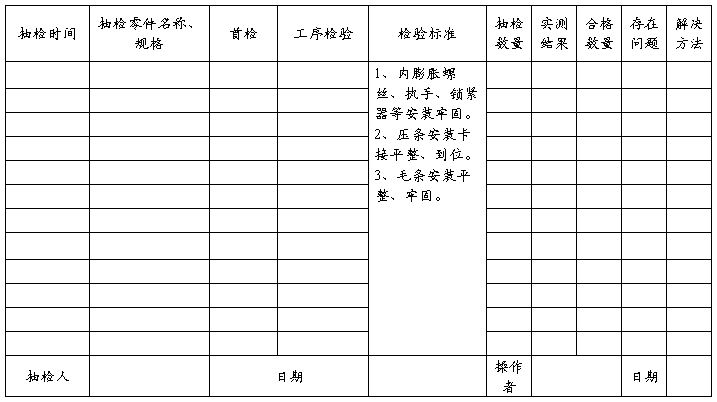
塑钢门窗组装工序质检记录表
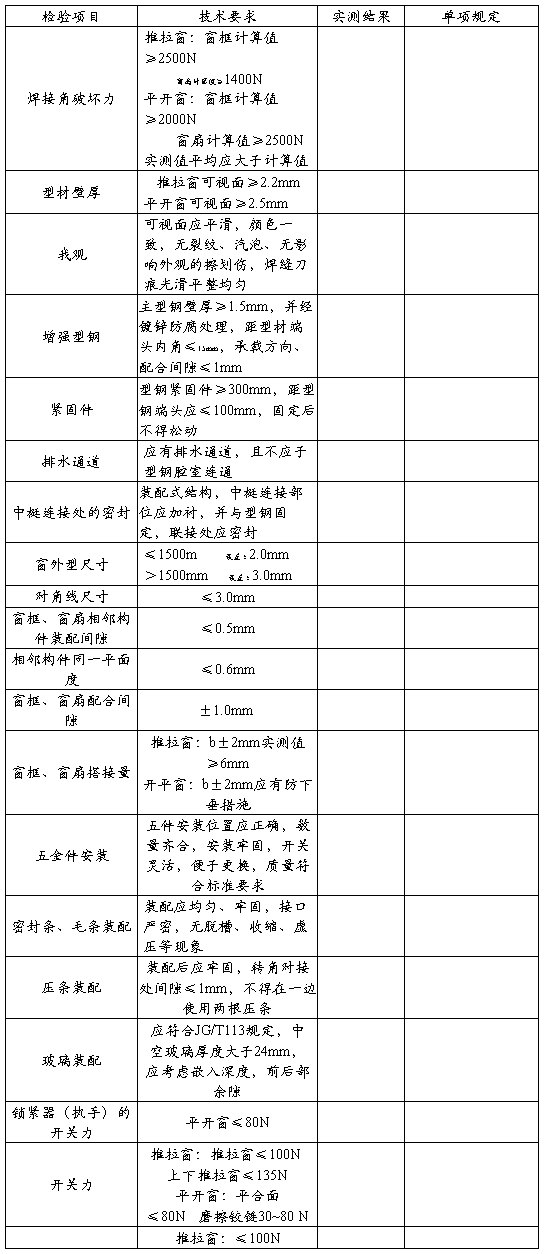
塑料窗检验报告
安徽奥发建筑制品有限公司
…… …… 余下全文
型材、配件、原原辅材料入库检验单
塑料窗检验原始记录
检验: 校对: 日期:
塑料窗出厂检验报告
( )窗检第 号 共 页 第 页
塑钢窗过程检验记录
塑钢窗下料工序质检记录表
塑钢窗衬钢固定工序质检记录表
塑钢窗铣水槽工序质检记录表
焊接工序质检记录表
塑钢门窗组装工序质检记录表
塑料窗检验报告
安徽奥发建筑制品有限公司
…… …… 余下全文
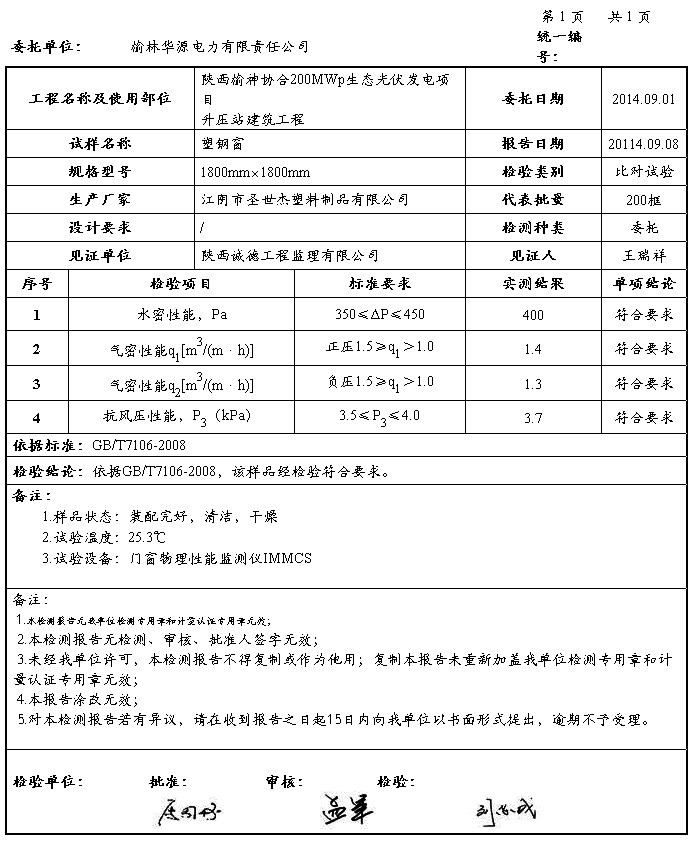
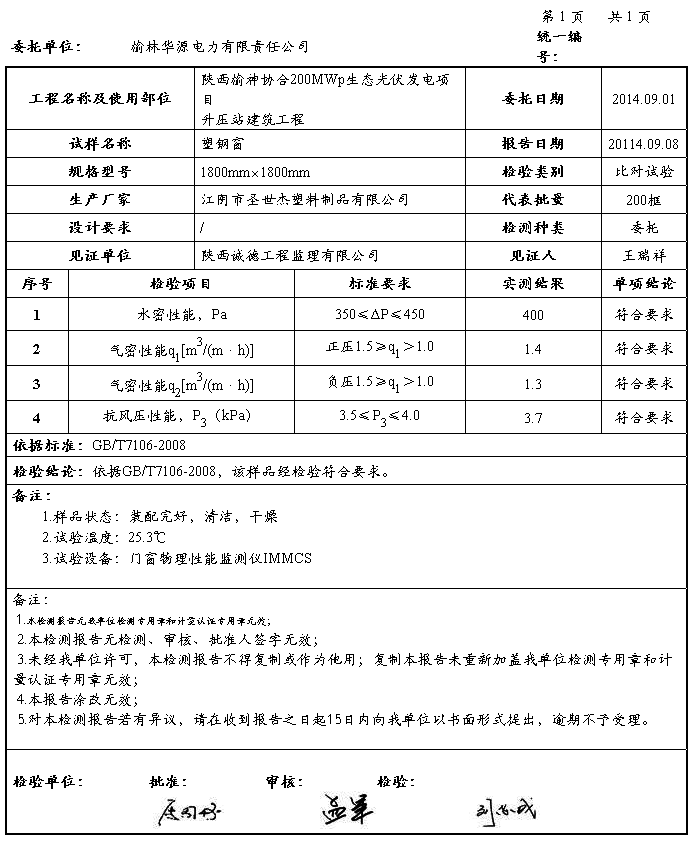
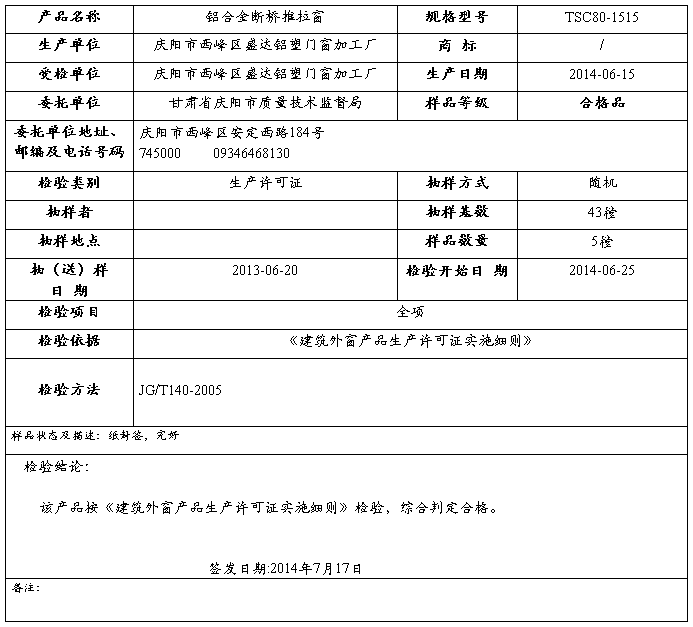
甘肃省产品质量监督检验中心
检验报告
No:JXW20##-0515 共4页 第1页
批准: 审核: 编制:
甘肃省产品质量监督检验中心
检验报告
No:JXW20##-0515 共4页 第2页
…… …… 余下全文
型材、配件、原原辅材料入库检验单
塑料窗检验原始记录

检验: 校对: 日期:
塑料窗出厂检验报告
( )窗检第 号 共 页 第 页
塑钢窗过程检验记录
塑钢窗下料工序质检记录表
塑钢窗衬钢固定工序质检记录表
塑钢窗铣水槽工序质检记录表
焊接工序质检记录表
塑钢门窗组装工序质检记录表
塑料窗检验报告
安徽奥发建筑制品有限公司
…… …… 余下全文
塑钢门窗的质量检验与性能分析报告
2010-12-27
太原门窗厂为你提供塑钢门窗的质量检验与性能分析报告:
一.塑钢门窗的型材质量 应观察型材外观情况,颜色应该是青白色的,而不是通常人们认为的白色,注意组成门窗的框和扇的型材颜色是否一致,外观是否均匀,型腔分布是否合理。塑钢门窗型材配方中通常要加入碳酸钙作为填加材料,而有些厂家为降成本,如加入量过多,则成为钙化了的塑料,这种塑料制成的门窗表面缺少光泽,有轻微粗糙,硬而脆,看起来有种象石块的粗犷感,正常的塑钢门窗,表面通常有光泽,很有韧性。 二.门窗的间隙以及密封 看各种型材之间的配合间隙是否紧密,配合处切口是否平齐,型材搭接处的高低差等等。一般对于塑钢门来说,考虑的主要部分是门框、扇间的缝隙,门板压条及门板包边处、百叶窗的各种型材连接处、密封条等;如是拼装的门板,还要考虑门板间的缝隙;是对平开门还要两门扇在闭合后是否透光等。同样地对于用塑钢窗,除了组装的各种型材装配间隙要考虑外,密封条是否均匀、牢固也很重要,接口间隙应不大于1mm,这反映窗的密封性能。塑钢门通常做建筑物的内门,对密封要求没有那么高。种种间隙值在国家标准中都有规定,但对顾客来说,各种型材连接处间隙值越小,配合越紧密,组装工艺越精湛,这反映组装水平和组装工具的精度。 三.塑钢门窗的焊接 要看其焊接处是否平齐,是否有裂缝,内外的角缝清理得是否干净美观,用盒尺量度塑钢门窗的对角线尺寸,其对角线尺寸差应不大于3mm,对角线差越小显示工艺越精细,也利于安装。 四.塑钢门窗的五金件 五金件质量的好坏对门窗的寿命也有一定的影响,所用的五金件看上去应显得厚实,且表面光泽度要好,保护层致密,没有碰划伤现象,最重要的一点是开启应灵活。 五.塑钢门窗的加强型钢 按照国家标准对塑钢门窗的抗风压有不同的要求,塑钢门窗的框、扇的内腔需装配加强型钢,根据高度不同有1.2mm、1.5mm、2.0mm三种厚度的加强型钢,以确保产品的坚固性和使用寿命。而有些厂家为了降低成本,则不装或装入不符合要求的加强型钢。顾客在选购产品是要特别注意,通常检查方法有:
…… …… 余下全文
目 录
一、门窗原材料的分类:. - 1 -
二、型材进厂检验标准和规程:. - 2 -
1、根据中华人民共和国国家标准:. - 2 -
2、硬氯乙烯(PVC)型材: - 2 -
3、型材物理性能检验项目. - 2 -
4、型材检验规程:. - 3 -
5、判定规则;. - 3 -
6、材料进厂时附有供方相关质量文件. - 4 -
三、玻璃进厂检验标准和规程:. - 4 -
1、 浮法、钢化、镀膜玻璃原片. - 4 -
2、中空玻璃. - 4 -
3、玻璃检验规程:. - 6 -
4、判定规则:. - 7 -
四、五金附件及其他辅助材料检验标准规程:. - 7 -
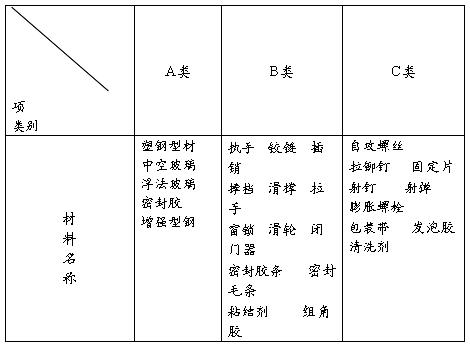
根据原辅材料在产品中对质量的影响,对材料分为三类:
A类:对产品质量其关键作用的材料。
B类:对产品质量其重要作用的材料。
C类:对产品质量其辅助作用的材料。
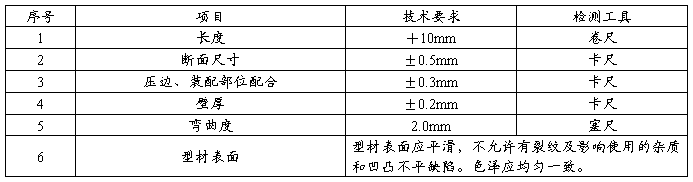
GB8814《门、窗框用硬氯乙烯(PVC)型材》,公司制定了型材的检验规程,具体内容如下:
检验工具:卷尺、卡尺、塞尺、角度尺
3、型材物理性能检验项目:
参照国家标准,查验型材检测报告
4.1型材检验分为首件(批)样品检验和成批进料检验。
4.2首件(批)样品检验,供方提供的样品必须具有代表性,作为以后进料的比较基准。
4.3首件(批)样品检验,必须经技术部、生产部、品控部会签确认,封存样品。
4.4材料抽样时应注意随机的原则,产品取样和判定符合下列要求:
以同一合金状态、规格、型号、颜色的型材作为一个检验批次
单位:支
…… …… 余下全文