金工实习报告
在综合实训园进行了为期20天的金工实习终于结束了。在此期间同学们虽然抱怨过天气热,流汗多,抱怨过钳工累、观摩闲、焊工有烫伤,但是现在看看自己的小锤子,想想自己的收获,我想说一句:“这次实习,值了。”在实习时间里,从对各项工种的一无所知到做出一件完整的作品。在师傅们耐心细致地讲授下,我们没有发生一例伤害事故,基本达到了预期的实习要求,圆满地完成了20天的金工实习。
“金工实习”是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。它不仅可以让我们获得了机械制造的基础知识,了解机械制造的一般操作,提高了自己的操作技能和动手能力,加强了理论联系实际的锻炼,提高了工程实践能力,培养了工程素质。这是一次我们学习,锻炼的好机会!通过这次虽短暂而充实的实习我懂得了很多。期间,我们主要对普车、钳工、焊工三个工种进行了实践学习,对数控车、铣、磨,埋弧焊,气焊等几个工种进行了观摩学习。
钳工
我们班最先实习工种就是钳工。我们的工作就是制造一个尖嘴锤垂头。在钳工实习中,我们知道了钳工的主要内容为锉削、钻孔、攻套丝、锯割、装配、划线;了解了锉刀的构造、分类、选用、锉削姿势、锉削方法和质量的检测。首先要正确的握锉刀,锉削平面时保持锉刀的平直运动是锉削的关键,锉削力有水平推力和垂直压力两种。锉刀推进时,前手压力逐渐减小后手压力大则后小,锉刀推到中间位置时,两手压力相同,继续推进锉刀时,前手压力逐渐减小后压力加大。锉刀返回时不施加压力。这样我们锉削也就比较简单了。否则,磨出来的工件既不平直,纹路也不齐整,也较费时和费力。
钳工的实习说实话是很枯燥的,经常一个下午都是在反反复复一个动作,还要有力气,还要做到位,那就是手握锉刀在工件上来来回回的锉,锉到傍晚时,整个手都酸疼酸疼的,腿也站得有一些僵直了。闲暇时间和师傅聊天,才真的明白了:那些有成就的人和有高深技术的人都是经过长期不断的辛苦的工作劳动才得以练就的。只有脚踏实地去认真学习工作经验和技术技能,才能实现我们工作的真正目的和意义。
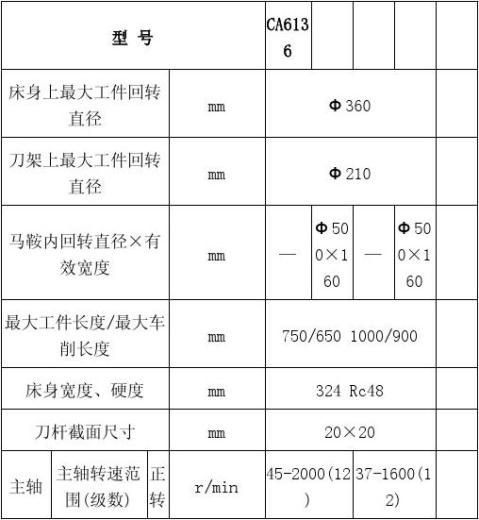
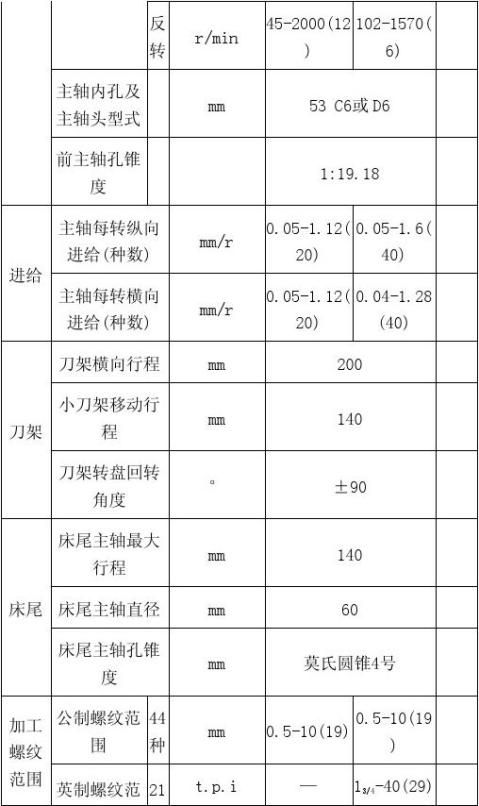
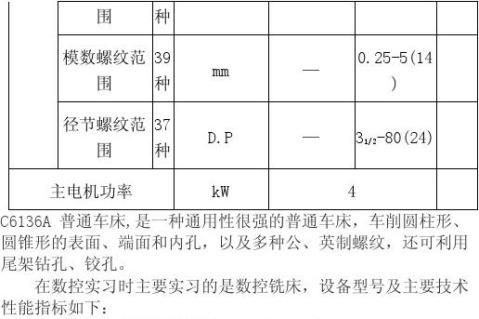
…… …… 余下全文