焊条电弧焊实训报告
一、 实习目的
焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产经验,培养理论联系实际的工作作风,充分掌握焊条电弧焊的操作技能,为取得中级焊工资格证打下基础。
二、实习基本要求(一)实习教学的主要任务
通过本环节的实习是学生了解焊条电弧焊的特点、适用范围,掌握焊条电弧焊的操作技术,具备根据图纸正确选用焊接规范参数的能力。
(二)实习教学的基本要求
1、掌握焊条电弧焊平对接焊的基本操作技能,能熟练进行碳钢的不开坡口平对接焊、开坡口平对接焊和熔透焊道焊接法(单面焊双面成形)的操作。
2、掌握焊条电弧焊平角焊的基本操作技能,能进行碳钢的角接接头、T字接头和搭接接头的基本操作。
3、掌握焊条电弧焊立焊和横焊的基本操作技能,能进行碳钢的立焊和横焊的基本操作。
4、掌握焊条电弧焊管子焊接的基本操作技能,能熟练进行碳钢的水平管、垂直管、管板焊的基本操作。
5、掌握初级技术等级典型产品的加工基础知识,能初步进行初级技术等级典型产品的焊接基本操作。
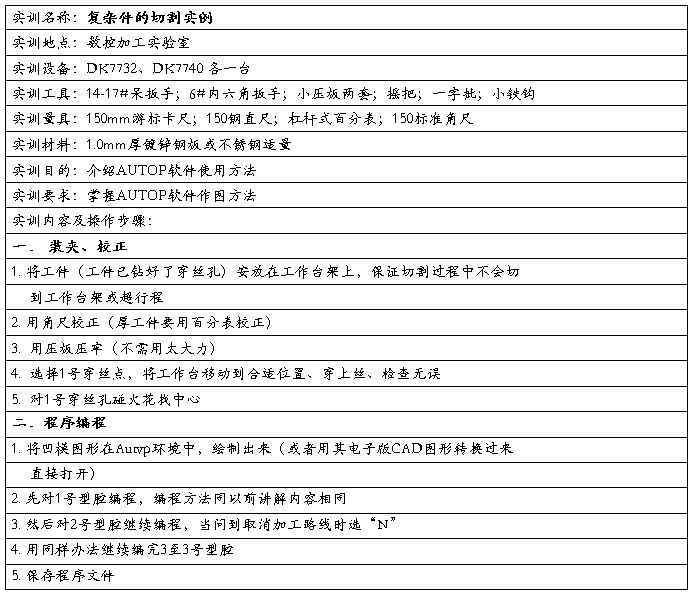
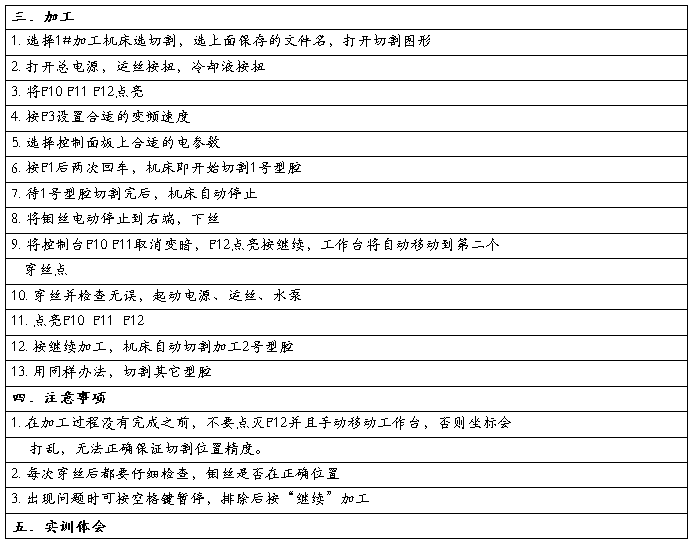
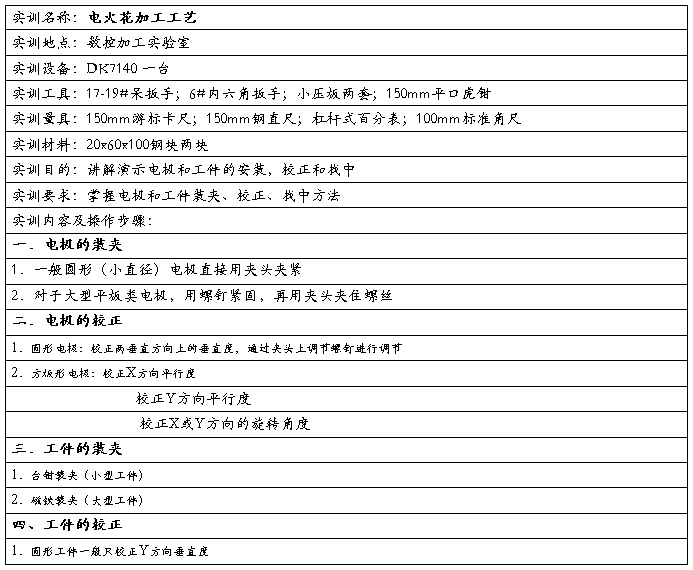
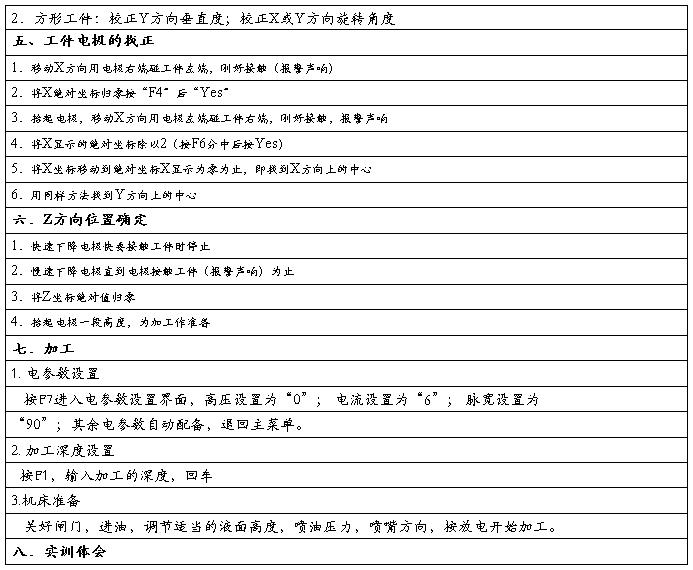
三、实习内容及操作要领
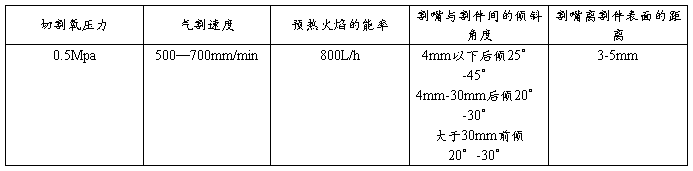
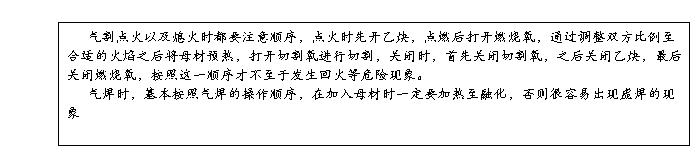
(一)气焊气割
内容:练习手工气割、半自动气割、手工气焊管子。
(二)焊条电弧焊
1、平板对接焊
内容:不开破坡口平对接焊、开坡口平对接焊和熔透焊道焊接法(单面焊双面成形)。
2、平角焊
内容:角接接头、T字接头和搭接接头。
3、立焊和横焊
内容:平板立焊、横焊。
4、管子焊接
内容:水平管、垂直管(单面焊双面成形)。
焊缝外观检验
1、焊缝的外观质量:(1)焊缝表面无焊瘤、气孔、夹渣等缺陷;(2)焊缝表面无咬边;
(3)背面焊缝无凹坑。
2、焊缝外形尺寸:(1)正面焊缝余高0~3mm;(2)背面焊缝余高余0~3mm;(3)正面焊缝余高差<2mm;背面焊缝余高差<2mm;(4)正面焊缝比坡口每侧增宽缝余高差0.5~
…… …… 余下全文



 气焊气割实习报告
(
□
IWE
□
IWS
)
气焊气割实习报告
(
□
IWE
□
IWS
)