实验一数控线切割加工实验
一、实验目的
(1) 了解数控线切割机床的结构、工作原理及操作方法。
(2) 掌握数控编程的基本方法;并在线切割机床上验证所编零件线切割加工程序是否正确。
(3) 了解工件的装夹过程及找正方法。
(4) 了解线切割加工工件的工艺性。
二、实验设备、工具及毛坯
(1) DK7763/40型数控线切割机床各一台。
(2) 活扳手、游标卡尺各一把。
(3) 毛坯一块。
三、实验内容及步骤
首先由实验教师介绍数控线切割机床的主要部件的结构及作用,机床各按键和旋钮的功用,工件的装夹方法以及加工的操作过程。然后在实验教师的指导下,学生按下列步骤进行实验:
(1) 接通电源、给控制柜和机床供电;把工件放到机床工作台上,找正加工位置,并将其夹紧;装好电极丝(钼丝)。
(2) 将预先编好的工件线切割加工程序输入。
(3) 根据加工工件的材料、结构特点及技术要求,预选一组电规准(工作电压、脉冲电流、脉冲宽度、脉冲频率等),并调好相应按钮的档位。
(4) 起动走丝电动机,接通脉冲电源,找正钼丝起切点的位置,然后记下滑板进给(X、Y方向)手柄上刻度的初始值。
(5) 开动切削液泵,按下执行键,开始切割加工。加工时,要注意观察各项电参数是否正常,并通过相应的调整旋钮进行调节,使加工过程趋于稳定,但要防止调节量过大,以免造成断丝。对于切割中途需要换丝或装丝时(当断丝或改变起切点位置时)不要用手动进给方式移动工作台,而应采用程序控制的机动快速进给来完成,以保持切割程序运行的连续性。
…… …… 余下全文





















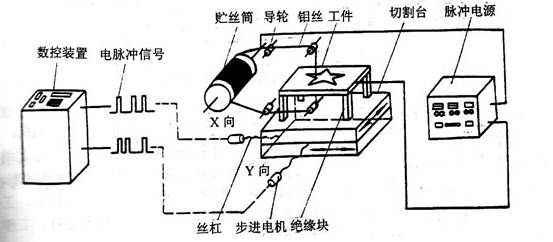
 线切割机床加工的基本原理是:利用一根运动着的金属丝(直径为0.02~0.3mm的钼丝或黄铜丝)作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
线切割机床加工的基本原理是:利用一根运动着的金属丝(直径为0.02~0.3mm的钼丝或黄铜丝)作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。 工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在储丝筒上,电机带动储丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液介质。当电频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互撞击以及粒子与电极材料的撞击,又将动能转变为热能。在放电通道内,正极和负极表面分别成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、液体动力等综合作用下,蚀除下来的金属微粒随着电极丝和移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。在脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,步进电机受控系统的控制,使工作台在水平面沿两个坐标方向伺服进给运动,于是工件就逐步被切割成各种形状。
工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在储丝筒上,电机带动储丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液介质。当电频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互撞击以及粒子与电极材料的撞击,又将动能转变为热能。在放电通道内,正极和负极表面分别成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、液体动力等综合作用下,蚀除下来的金属微粒随着电极丝和移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。在脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,步进电机受控系统的控制,使工作台在水平面沿两个坐标方向伺服进给运动,于是工件就逐步被切割成各种形状。