超声波探伤
一、实验目的
1.通过实验了解超声波探伤的基本原理;
2.掌握超声波探伤仪器的各个旋钮的名称、功能和使用方法。
3.了解超声检测仪的使用规范 。
二、实验设备和器材
1.超声检测仪
2.直探头和斜探头
3.耦合剂:甘油
4.试块和试件
三、实验内容
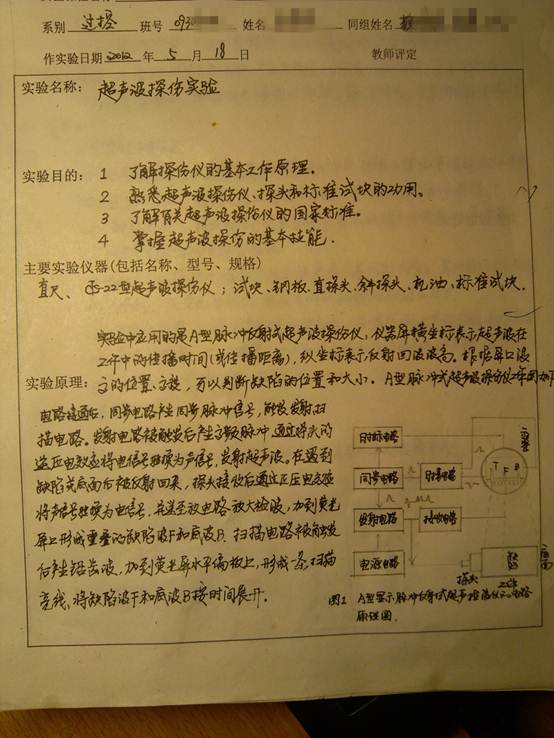
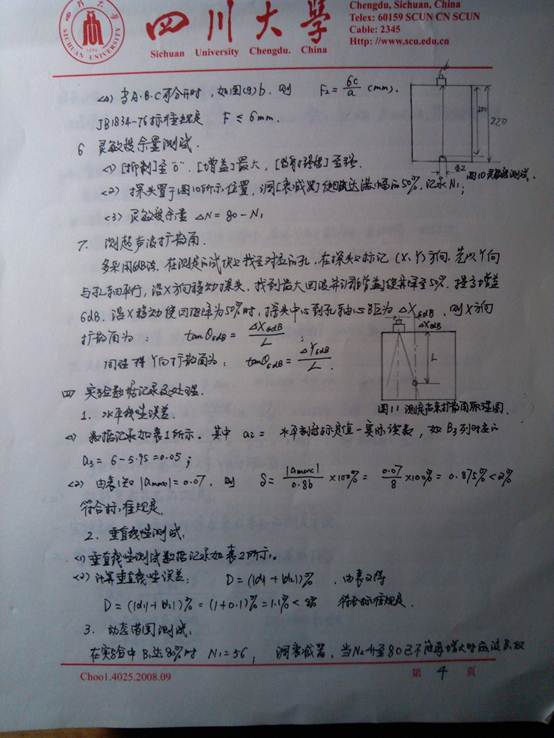
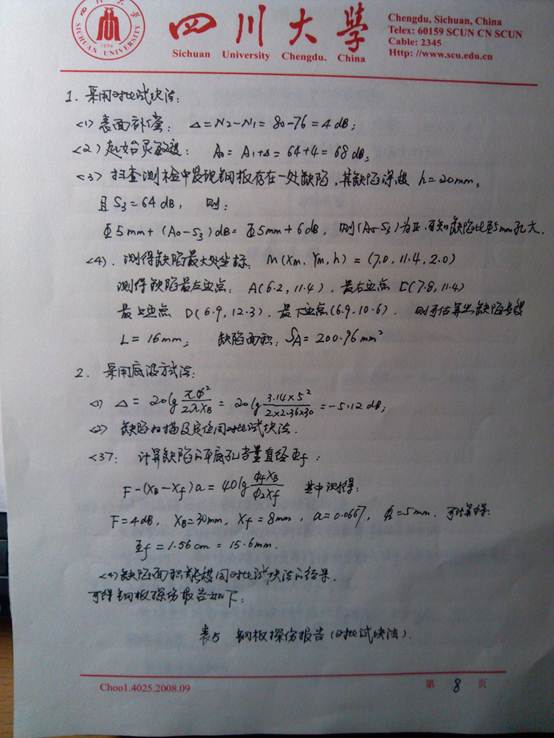
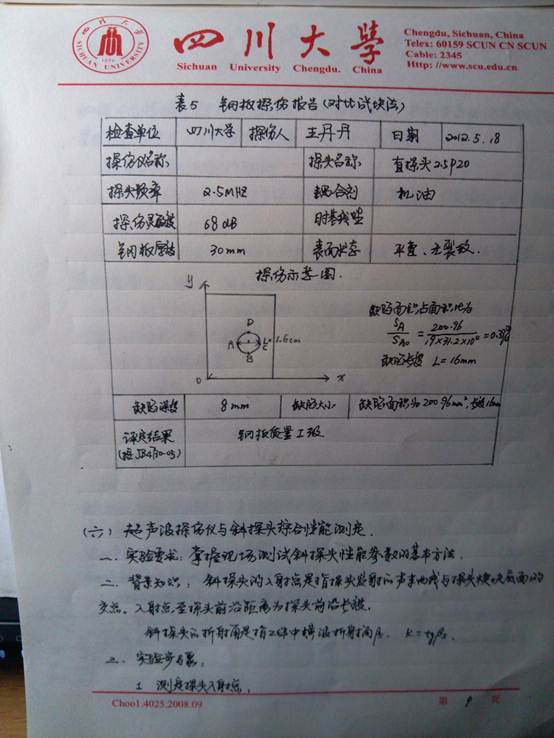
超声波探伤是利用探头发射超声波扫描试件内部,在荧光屏上可得到工件两界面(表面及底面)的反射波,如工件内部有缺陷,则缺陷将产生缺陷反射回波并显示在两界面波之间。缺陷波峰距两界面波之间的距离即缺陷至两界面之间的距离,缺陷大小及性质可按相关标准确定。
1、超声波探伤原理
(1)超声波的传播特性
声波是由物体的机械振动所发出的波动,它在均匀弹性介质中匀速传播,其传播距离与时间成正比。当声波的频率超过20000赫时,人耳已不能感受,即为超声波。声波的频率、波长和声速间的关系是:
 (1)
(1)
…… …… 余下全文

 实 验 报 告
实 验 报 告