金属材料及热处理实验报告

45号钢300℃回火后的组织观察及洛氏硬度测定
目录
一、 实验目的... 1
二、 实验原理... 1
1.加热温度的选择... 1
2.保温时间的确定... 2
3.冷却方法... 3
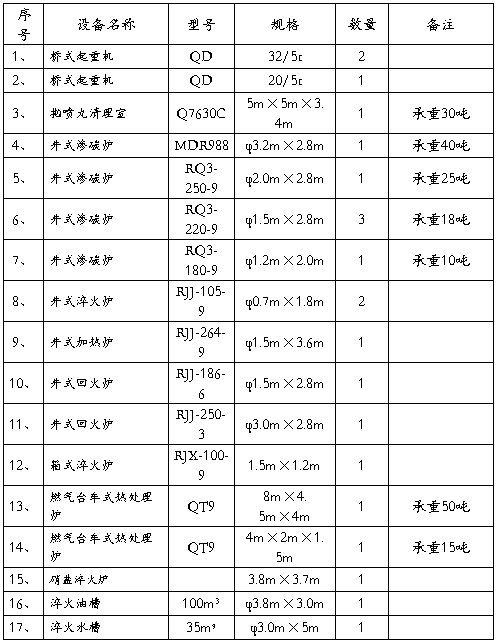
三、 实验材料与设备... 4
1.实验材料... 4
2.实验设备... 4
四、 实验步骤... 4
.................................................................................................... 1.试样的热处理... 4
1.1淬火... 4
1.2回火... 5
2.试样硬度测定... 5
3.显微组织观察与拍照记录... 5
3.1样品的制备... 5
3.2显微组织的观察与记录... 6
五、 实验结果与分析... 6
1.样品硬度与显微组织分析... 6
2.淬火温度、淬火介质对钢组织和性能的影响... 6
2.1淬火温度的影响... 6
2.2淬火介质的影响... 7
3回火温度对钢组织与性能的影响... 7
3.1回火温度对45钢组织的影响... 7
3.2回火温度对 45 钢硬度和强度的影响... 7
4合金元素对钢的淬透性、回火稳定性的影响... 8
4.1合金元素对钢的淬透性的影响... 8
4.2合金元素对钢的回火稳定性的影响... 9
5碳含量对钢的淬硬性的影响... 9
六、 结论... 9
参考文献... 9
一、 实验目的
1. 掌握碳钢的常用热处理(淬火及回火)工艺及其应用。
2. 研究加热条件、保温时间、冷却条件与钢性能的关系。
…… …… 余下全文