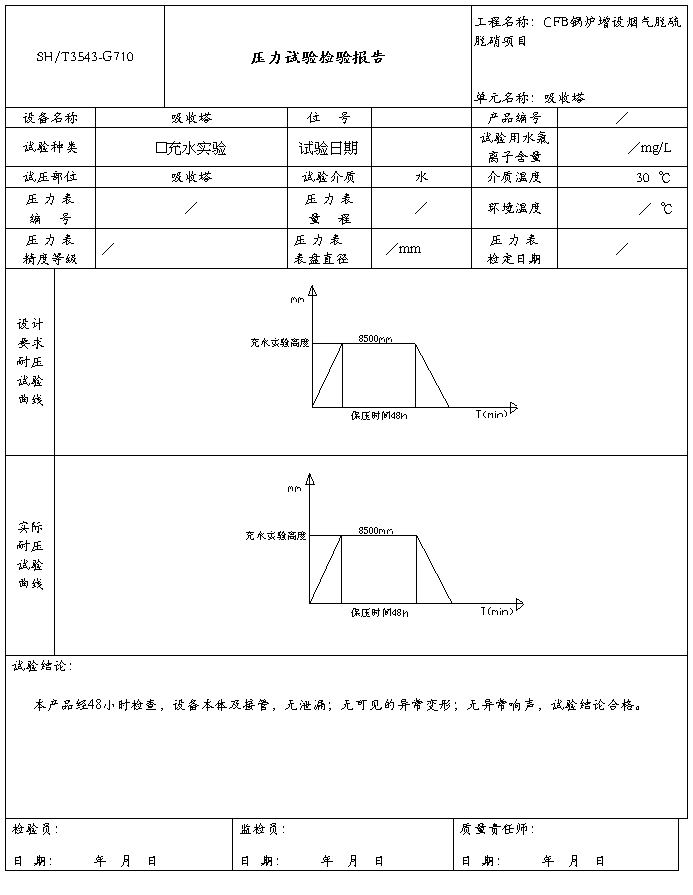
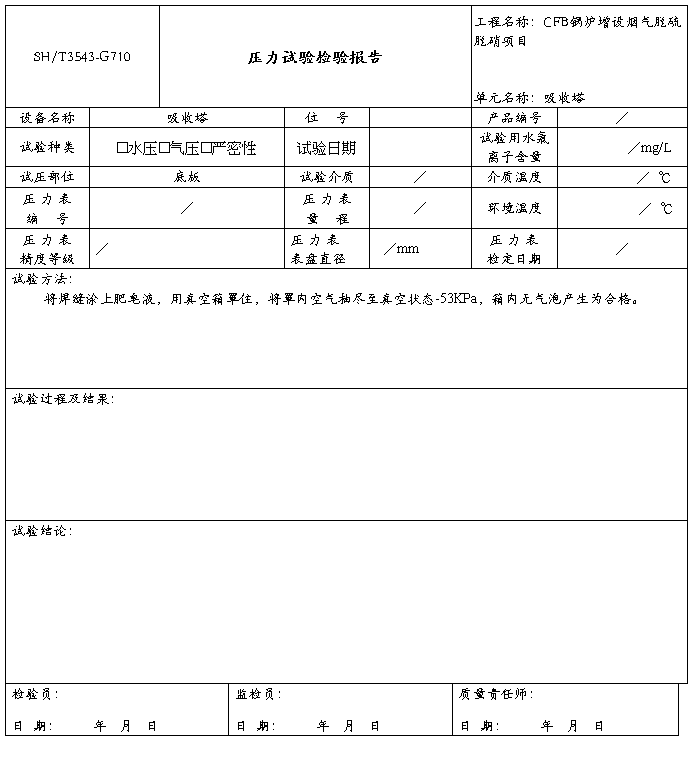
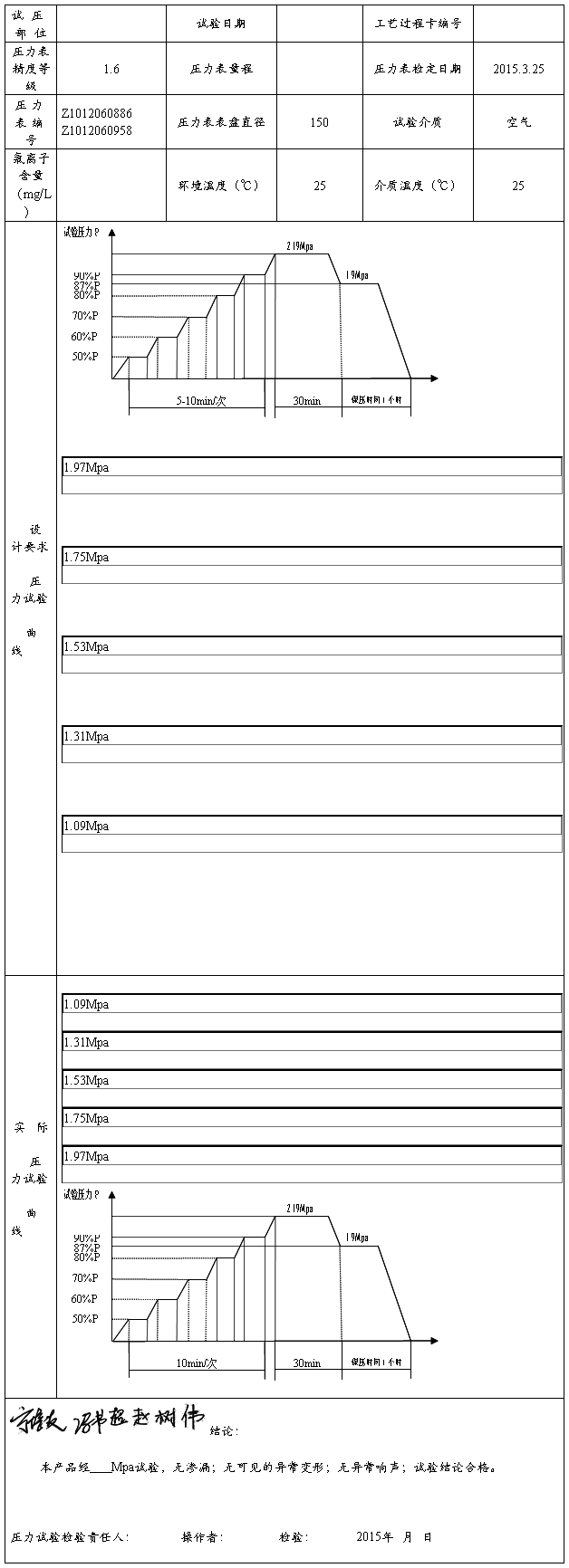
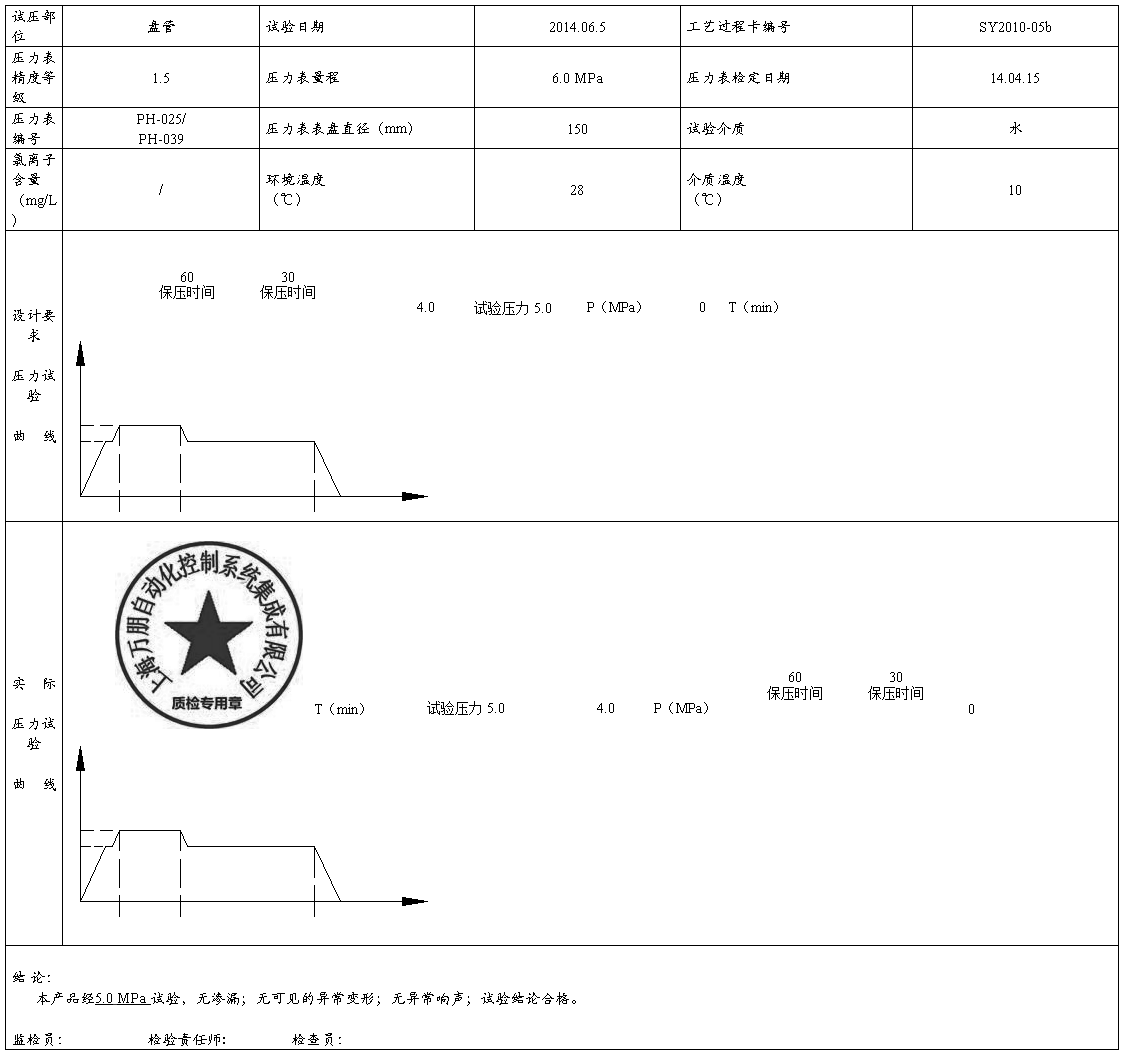
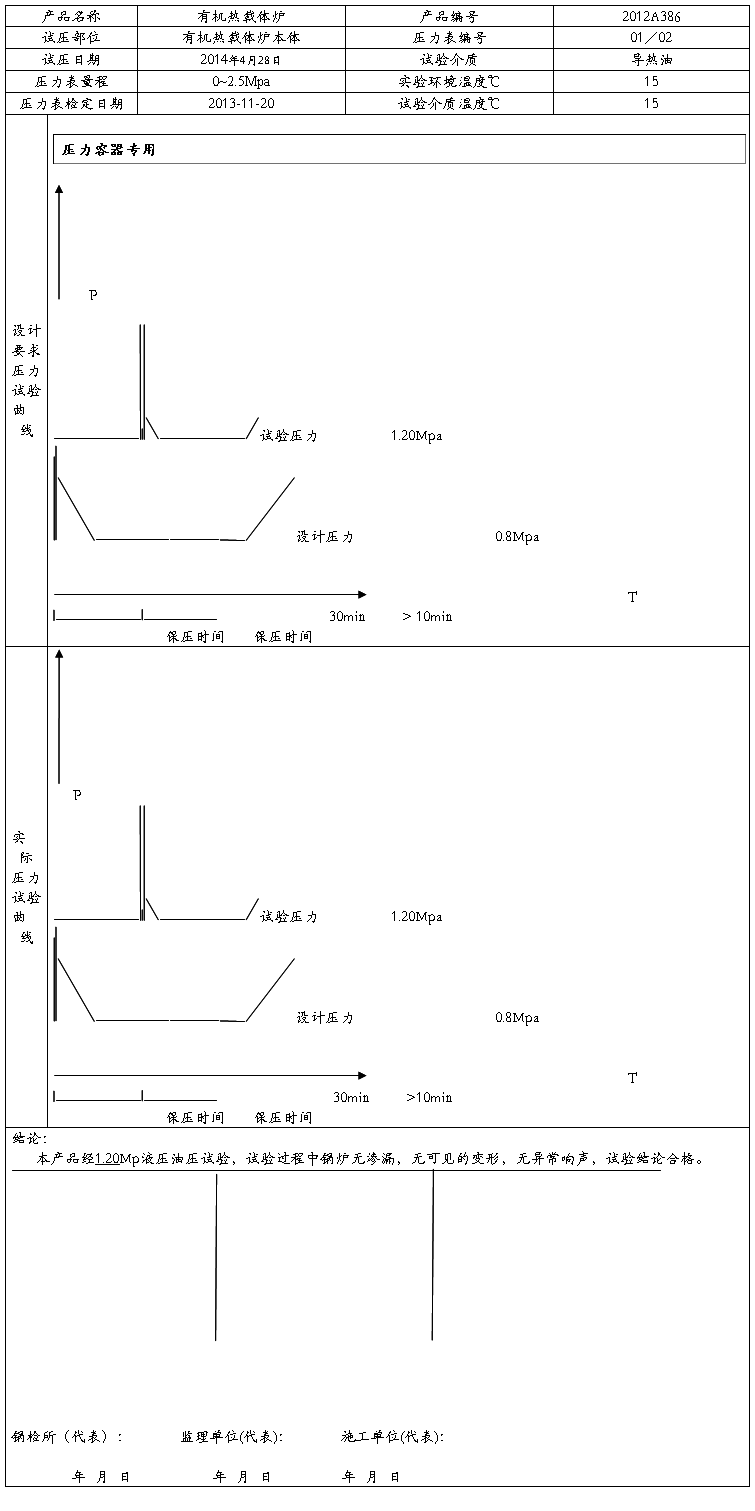
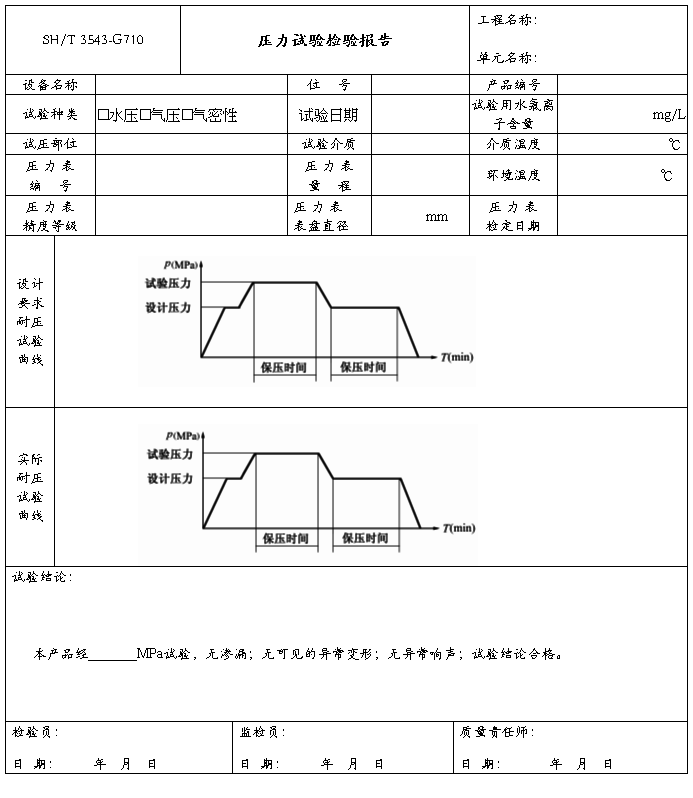
压力试验检验报告
√液压 □气压 □气密性
产品编号:2012A386
…… …… 余下全文
计量标准技术报告
 计量标准名称:压力表标准装置
计量标准名称:压力表标准装置
建立计量标准单位:
 计量标准负责人:
计量标准负责人:
 筹建起止日期: 20##、03~20##、06
筹建起止日期: 20##、03~20##、06
说 明
1、建立计量标准应填写《计量标准技术报告》。计量标准考核合格后由申请单位存档。
2、《计量标准技术报告》由计量标准负责人填写。
3、《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目 录
一、计量标准的工作原理及其组成……………………………………………(1)
二、选用的计量标准器及主要配套设备………………………………………(2)
三、计量标准的主要技术指标…………………………………………………(3)
四、环境条件……………………………………………………………………(3)
…… …… 余下全文
本表等同于容规附录三(11)。
G.1~G.18 本附录所列入的18张表格为现场组焊安装的塔、容器类设备施工过程质量控制记录用表,非压力容器设备现场组对安装可参照执行,其中表SH/T 3543-G701“压力容器产品质量证明书”、SH/T 3543-G702“产品合格证”、SH/T 3543-G703“产品技术特性”、SH/T 3543-G704“产品主要受压元件使用材料一览表(含焊接材料)”、SH/T 3543-G705“产品制造变更报告”、SH/T 3543-G709“产品焊接试板力学和弯曲性能检验报告”、SH/T 3543-G710“压力试验检验报告”、SH/T 3543-G711“压力容器外观及几何尺寸检验报告”、SH/T 3543-720“设备热处理报告”等同于《压力容器安全技术监察规程》(正文表格下方标注为“容规”)附录三所列相应表格。无损检测报告表格应采用SH/T3503《石油化工建设工程项目交工技术文件》所列无损检测表格(等同于容规附录三(6)~(9)、(13)和(14)所列表格)。
分段制造现场组装焊接的塔、容器等设备,制造与现场组焊安装为不同施工单位时:
——表SH/T 3543-G701“压力容器产品质量证明书”、SH/T 3543-G702“产品合格证”、SH/T 3543-G703“产品技术特性”、SH/T 3543-G709“产品焊接试板力学和弯曲性能检验报告”应由制造单位填写;
——SH/T 3543-G704“产品主要受压元件使用材料一览表(含焊接材料)”,现场组焊施工单位可只填写焊接材料;
——现场组焊质量检查、无损检测、试验等记录报告可移交设备制造单位,并由设备制造单位汇总,编入设备质量证明文件。
分段制造现场组对安装的塔、容器等设备,制造和现场组焊安装为同一施工单位或分片到货,全部现场焊接的压力容器,施工单位应按本附录所列表格填写施工过程质量控制记录,按SH/T3503 所列格式填写无损检测报告。
…… …… 余下全文
简介
压力表校验仪主要是用来对机械压力表,数显压力表,电接点压力表等压力仪表进行检测和校准的专用设备。压力表校验仪根据操作方式不同可以分为全自动和手动;根据工作介质不同可以分为气压校验仪和液压校验仪。




工作原理
压力表校验仪采用数控压力源自动加压(或者是手动加压),通过高精度数字式压力传感器(标准表内)获取标准压力值,被检表压力与标准压力比较,按照相应的压力仪表检定规程,检定各种压力表和变送器。
中图ZT5810全自动压力表校验仪计算机在接受“开始检定”命令后,向数控压力源发出检定命令,数控系统精确控制系统压力快速到达所需的压力点,并可保存各测试压力点,到达压力点后压力源系统自动稳压20s,保证压力稳定;被检表示值与标准表示值比较并记录。检定完成后自动保存测试点数据,最后显示和打印数据表格以及检定结果。
性能特点
1. 全自动压力表检验仪
Ø 用途广。可用于校验指针式压力表、电接点压力表、压力变送器、压力传感器、压力控制器,数字压力计等。
Ø 采用CCD全真模拟人眼自动识别指针值,不需要人眼观察、人工读数。
Ø 标准新。紧跟国家标准,贯彻执行新检定规程。
Ø 全程自动化。采用数控压力源自动精确造压(升压和降压)到检定点,无需手动打压或微调;采用电控轻敲机构按规程代替人手轻敲被检表;采用计算机检定软件自动采集数据、处理数据、判定检定结果、打印检定报告,不需手工采样、人脑计算。
2. 手动压力表检验仪
Ø 结构简单、操作方便、易学易用。使用时首先采用手压泵预压,然后采用调压缸增压。加压时活塞不旋转,摩擦小,省时省力。
Ø 可靠性高、不易泄漏。采用特殊高压密封材料,使用寿命长,性能稳定可靠。
…… …… 余下全文
压力表检验与验收
主要从以下几个方面进行验收:精度等级、轻敲位移、回程误差、指针平稳性、表面直径、螺纹尺寸等其他一些结构尺寸。
一、压力表检定方法
1.外观检查
①、新制造的压力表应均匀光滑、无明显剥脱现象。
②、压力表零部件装配应牢固、无松动现象。
③、压力表分度盘上应有以下标志,制造单位或商标、产品名称,计量单位数字计量器具制造许可证标志和编号,真空表应有“正”或“负”的标志,准确度等级、出厂编号。
④、压力表应有安全孔,安全孔上须有防尘装置(不准被测介质溢出表外的压力表除外)
⑤、指针指示端应覆盖最短分度线长度的1/3、2/3,指针指示端的宽度应不小于分度线的长度。
⑥、读数部分、压力表玻璃应该无色透明,不能有妨碍读数的缺陷,分度盘应平整光洁、各标志清晰可辨。
⑦、零位带有正销的压力表在无压力时,指针应靠近止销,“缩格”应不超过允许的误差,无止销的压力表,在无压力时,指针应于零位标志内,零位标志不超过规定的规定误差绝对值的两倍。
二、辅助设备有压力校验计、真空校验计。
三、示值误差、回程误差和轻敲位移的检定
1.示值误差的检定方法,压力表的示值检定按标有数值的分度线
进行,检定时逐渐平稳的升压(或降压),当数值达到检定上限后,切断压力源,耐压MIN,然后按照原检定点平稳的升压(或降压)倒序回检。
2.回程误差。对同一点检定时,在升压(或降压)或降压(或升压)检定时,不得超过规定的误差绝对值。
3.轻敲位移。对每一点进行检定时,在升压(或降压)或降压(或升压)检定时,轻巧表壳后引起的示值变动量不大于规定的允许误差绝对值的1/2.
4.示值误差。对每一点进行检定时,在升压(或降压)或降压(或升压)检定时,轻巧表壳前、后示值与标准器示值之差符合要求。
四、压力表的检定方法
1.压力测量上限为0.06MPA时,真空部分检定三点示值。
2.压力测量上限为0.15MPA时,真空部分检定两点示值。
…… …… 余下全文