不良通知及纠正/预防措施报告

D1异常处理成员
团队组长:
团队成员:
D2异常现象
…… …… 余下全文
一、数据收集
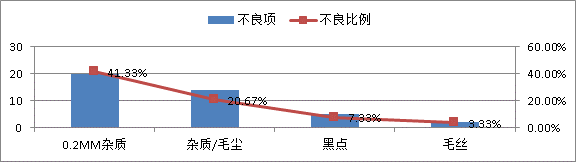
1、 半成品(指贴合完导光板与PET膜)不良分析

2、 PET膜来料状况

3、 导光板来检验


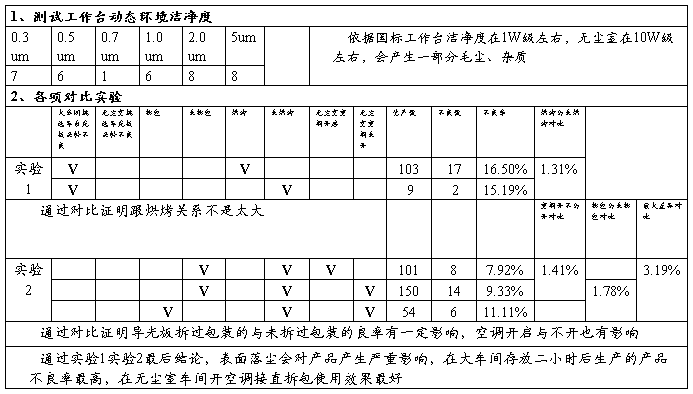
4、环境验证
二、主要不良原因分析
1、导光板来料不良
因为厂家在1000级净化房生产,10000级贴保护膜,导致导光板来料存在大量毛尘、杂质,来料不良率在30%左右,其中揭膜残留在显示区域不良占来料不良总数的20%,直接造成半成品不良在6%左右
2、存储与来料检验(参考实验1)
来料IQC检验、库房拆包点数量等环境不符合要求会导致大量杂质、毛尘吸附到产品保护膜表面,贴合时揭膜又吸附到产品表面,因为IQC、库房不是每包都拆,所以当产线用到拆过包装的产品时不良会上升到15%左右,占总不良2%左右
3、车间生产环境
车间环境无尘室等级在10W级别,贴合机里动态能到1000,边缘治具旁边在1W级,我们上线前需要在10W级裁切导光板四周保护膜,停留几分钟再进行入1W经左右的治具上揭膜,这个过程中也会产生毛尘,一般的显示产品都是在1000级房生产,所以我们的制程过程洁净度也不符合业界做法,从产线一些数据可以看出此问题,平常生产不良15%左右,如果有几个外来人员在无尘室工操作,不良能达到25%,空调不开,拆包拿出来烘烤等也会产生不良,总共5%-10%左右
4、标准问题
成品标准:1、周边区域(距四周边1cm范围内)
…… …… 余下全文
质量分析报告
一、采购原材料质量检验情况
从入库抽检情况下看,材料外观数量、性能指标符合产品自身要求, 指标见质保书。
二、产品过程检验情况
在生产过程中,操作者按产品工艺进行生产并进行自检,质检员进行过程抽检,过程检验中发现的问题统计如下:
表1
三成品无不合格品出现
说明:表1、中的不良品是指可以重新加工的产品。表3中标注“*”的不良品是让步
接收的产品。
“不良品”:指表面有些小缺陷,顾客同意可按合格品接受的产品,所以仍可以进行生产或可以让步接收,让步接收的产品单独包装并标识。
四、质量过程检验分析
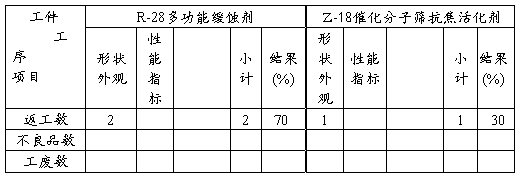
表1:
R-28多功能缓蚀剂①返工2件由于操作工在整形过程中对工艺要求认识不清,搅拌时间未达到要求,需要重新加工,加工后全数检验,合格后流入下道工序;
Z-18催化分子筛抗焦活化剂①1件返工是由于操作工在整形过程中对工艺要求认识不清,搅拌时间未达到要求,需要重新加工,加工后全数检验,合格后流入下道工序表2:
上述分析统计后用因果图表示如下:
表2





3件占100%
…… …… 余下全文
******有限公司
一月生产质量分析报告
编号: 共6页第1页
一)生产完成情况总结
1)根据公司生产安排,本月IC卡成品生产计划安排:100批,实际完成:100批,生产计划完成率:100%。
2)具体IC卡成品生产完成情况见下表所示

a)生产计划完成率(R达到、□未达到)了质量目标100%的要求。
b)未完成计划的原因:
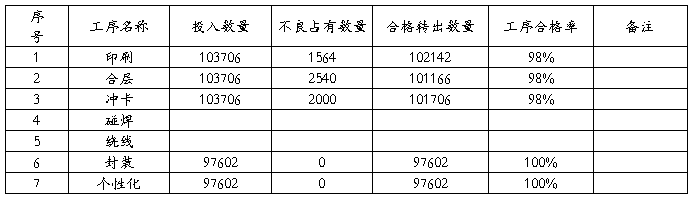
二)IC卡生产各工序生产完成情况和质量分析
根据对印刷(胶印、数码印刷)、合层、碰焊、绕线、个性化、冲卡、封装的转入、转出统计,各工序生产完成情况和工序合格率如下。
a)产品:呼市普通IC卡
*****有限公司
二月生产质量分析报告
编号: 共6页第2页
…… …… 余下全文
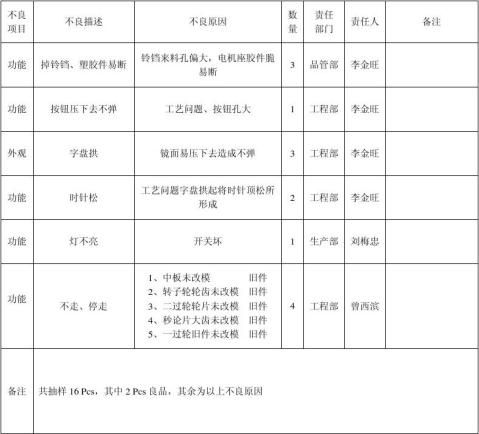
客户退货不良分析报告 客户:成都
时间:2008-12-11
产品编号:2511-2516 产品名称:扫秒打铃钟 NEW 不良品来源:客户退货 不良品分析数量:16 Pcs 参加人员:谭敏、李金旺、曾西滨、钟永香、肖秋连、马小青、张华梅
结果描述及责任部门
…… …… 余下全文

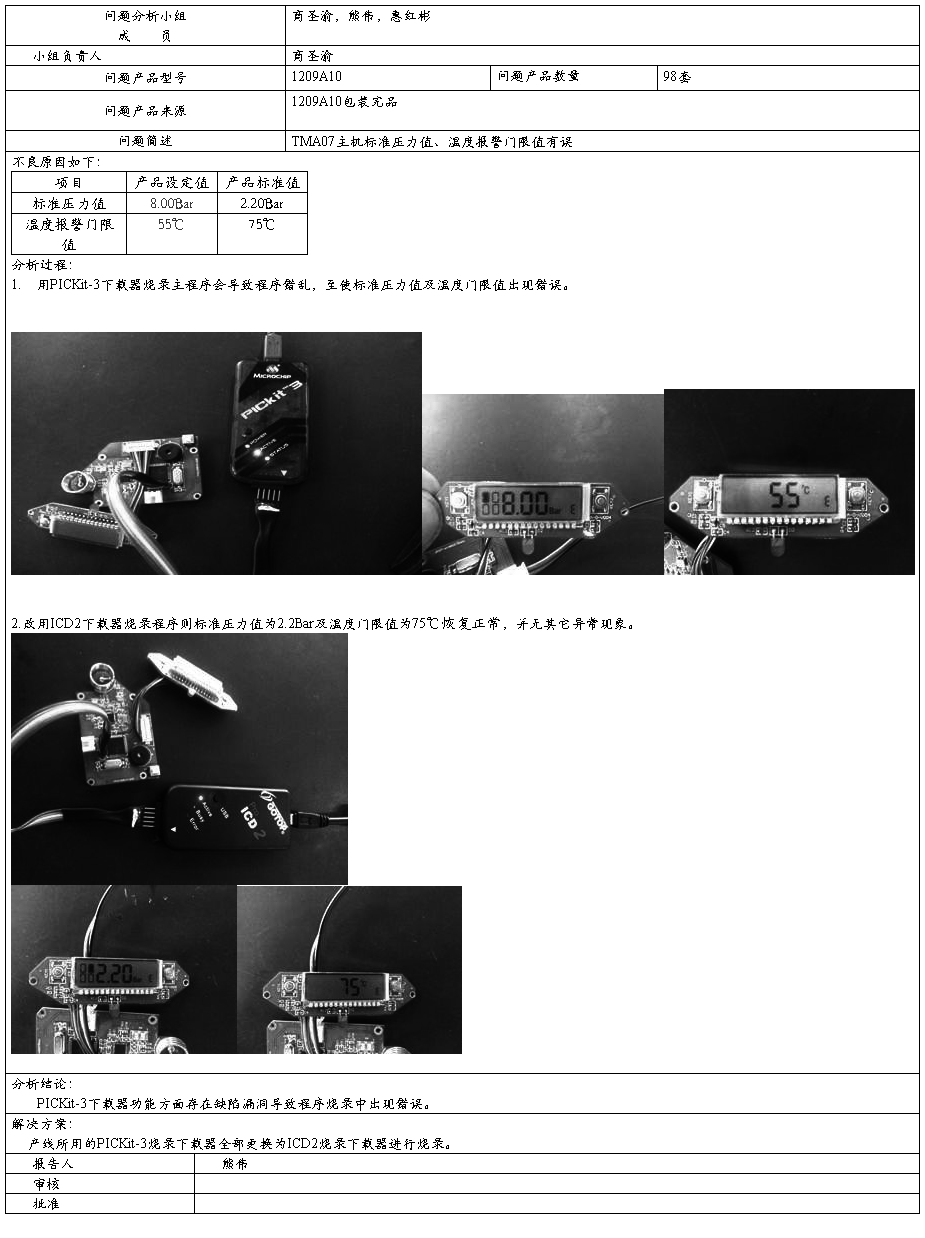
 1209A10标准压力值、温度报警门限值有误
1209A10标准压力值、温度报警门限值有误