KGJ100B高低浓度甲烷传感器产品质量策划书

…… …… 余下全文
焦作市汽车配件厂
产品质量计划书
编制:
审核:
批准:
产品名称:气缸套
产品代号:615.00.01.0319
根据潍坊柴油机有限公司20##年3月5日下达的《样品试制协议书》要求,按照质量体系文件中质量策划控制程序规定,对样品试制进行产品总体质量策划。以确保满足产品特性要求。
一、策划依据;
《样品试制协议书》(20##年3月5日)
615.00.01.0319
二、质量目标:
根据协议书及产品特性要求,产品质量应达到如下要求:
a、 材质:Cu-B珠光体合金铸铁,按N05107执行。
b、 内孔;气缸套内径直径尺寸φ126,外径尺寸φ130.01;
c、 台阶;气缸套安装台阶处R0.4,尺寸φ134.5,其对基准A的同轴度φ0.04,安装面对基准A的跳动0.02,上下面平行度0.01,台阶高度4.78;
d、 平台珩磨,微观不平度Rt=(1-2)μm基本长度上无光滑部分,当切削深度在5μm以下时,沟槽数目(在4.8mm长度上测出)至少6个,珩磨表面不得有撕裂和挤出的材料(包括外表面);
…… …… 余下全文
目录
一、质量策划目的
二、质量策划的范围
三、工作开展特点
四、品质部组织机构
五、品质工作质量目标
六、工作开展进度时间表
七、工作开展实施要点
八、资源需求
一、质量策划目的
1、认真贯彻执行公司的质量方针“质量第一、顾客满意;
持续改进、争创一流”
为实现公司的年度销售计划在品质方面真正起到“保驾护航”作用。
2、实现本公司品质部自拟的质量目标。
二、质量策划的范围:
1、公司自产产品烟机、灶具所涉及各个环节的检验、测试工作。
2、OEM产品的测试、外检及内控工作。
3、处理客户意见反馈、产品质量问题所采取的纠正预防措施以及产品工艺、性能改进等涉及到各物料供应商、各OEM厂、公司各部门的联系与沟通。
4、3C认证产品的一致管理工作。
三、工作开展特点
1、公司产品结构日趋完善,产品/配件检验、检测工作要求更科学,更专业,更规范;
2、检验工作涉及到多家OEM厂,检验信息接收、传递、处理、整理需要更及时、更全面、更有效;
3、需建立操作性强、适宜公司内部使用的各类工作文件(包括程序文件、作业指导书、技术文件、质量记录/统计表单)较多。
四、品质部组织
1、组织结构图:
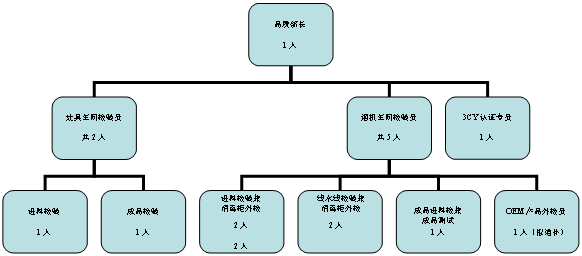
2、品质部岗位职责
2-1、品质部长岗位职责:
2-1-1、负责完成公司质量目标的实现,定期向公司领导汇报质量状况;
…… …… 余下全文
目 录
1、目的
2、适用范围
3、职责
4、定义
5、工作程序
6、相关文件
7、质量记录


1 目的
对产品实现策划全过程进行有效控制,提高产品质量,满足顾客要求。
2 适用范围
本程序适用于公司汽车、冲焊件新产品设计和开发(含改进设计)活动。
3 职责
3.1 总工程师对本程序的实施负领导责任。
3.2 技术中心、产品开发部负责对本程序的实施和管理。
3.3 制造、供应、营销、质量等部门配合实施产品设计和开发,并参与有关设
计评审、验证和确认活动。
4 定义
4.1 设计评审:指在产品/过程设计开发过程中对某特定设计阶段进行考核、审查,是否满足设计要求和使用要求。
4.2 设计验证:指在产品/过程设计和开发过程中,为确定某项活动是否符合规定要求,而对该活动结果进行检查的过程。
4.3 设计确认:指在产品/过程设计和开发过程中,对某项活动的结果进行认可。
4.4 关键特性:指此类特性如达不到设计要求或发生故障,可能危及人身和财产安全,迅速导致产品系统失效或完成产品使命的主要系统失效的特性。对汽车产品而言还包括可能影响国家强制性标准执行的特性。
4.4 重要特性:
指此类特性如达不到设计要求或发生故障,可能导致产品不能完成其使命的特性,但不会危及人身、财产安全或引起产品系统或主要系统失效。
5 工作程序
5.1策划任务来源
5.1.1 整车策划任务来源
按《产品立项管理规定》通过评审的项目执行5.2。
5.1.2 冲焊件策划任务来源:
…… …… 余下全文
产品质量提高战略方案
陶
公司在7月6日至22日进行了投料试生产,在这半个多月的试生产期间,公司依靠一流的生产设备、高素质的管理人员、操作人员和红塔集团派出的专家团队,圆满完成了公司制定的试生产计划,并达到了预计的效果。但是,由于是初次试机生产,不管是在设备联合运行、操作熟练程度,还是在线管理方法方面,均显露出了许多不足。虽大多数问题已被解决,但仍有一些问题亟待我们努力解决,以利公司产品质量提升和生产稳定。例如,在试生产期间,由于车间未考虑设臵专门的采样点,加上对新工作岗位的陌生和季节工操作不熟练等因素的影响,以致在质量检测方面出现了技术偏差。又如,由于生产信息传递、把握不及时,生产工艺通知单未能准确到位,以致对生产指导不全面,对质量把控不系统。因此,工艺质检部从工艺改进、质量检测提升及管理创新等方面积极展开探索,持续改进,确保工艺指标和质量检测指标都能有效指导生产,保证公司的产品质量。
为科学有序的提升公司产品的质量,使公司在行业内树立良好的企业形象,以提升产品质量作为工作的首要来抓,拟提出以下建议:
一、提高全员的产品质量意识。
1
建议从高校或质量协会聘请教授、专家,对我公司全体员工,特别是与生产相关的职工,进行质量意识培训。培训内容包括质量管理,质量管理工具,ISO90001质量管理认证体系等。让公司职工了解质量的重要性,让大家严格按照质量要求进行生产。
二、加强产品质量审核。
成立公司层产品质量监督小组,其职责主要是监督产品质量,对产品质量检测手法、产品缺陷等提出改善措施,对不合格的产品严禁流转,对合格的产品全部贴上产品合格证或加盖“合格”印章。具体文件、措施由责任部门(工艺质检部)拟定,报请公司审定。
三、控制来料质量。
来料包括原烟和生产辅料(主要是包装相关品)。相关
责任部门应对生产原(辅)料的质量严格检查,来料质量直接决定了我们的产品质量。因此,应从源头上把控来料质量。
…… …… 余下全文
上海星杰克企业有限公司
《产品质量控制计划》
编写导则
为了规范和明确编写(产品质量控制计划)的内容、要点、方法、格式,特编写本导则。
《产品质量控制计划》是描述产品在生产全过程中如何进行质量控制的一个指导性文本。
文本在没有任何具体、重要技术参数的前提下(如果需要这样做)也可以作为提供给客户,使其了解产品如何在受控状态下进行生产的一个文件。
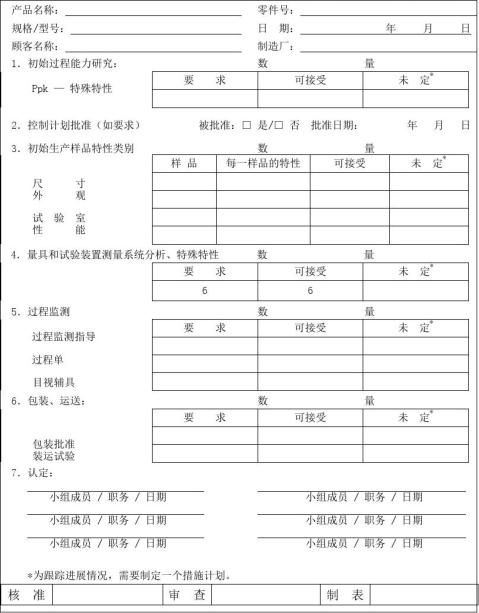
1. 批准页
本页作为封页,需写明以下几项内容:
A 公司或工厂名称
B 受控产品名称
C 编写、审核、批准的签名
D 日期
E 版本号、修改次数
建议签名范围:
编制------具体编制人,如技术质量工程师
审核------质量部门主管
批准------总经理、厂长、QA代表
2. 目录页
目录页可列出章节内容和页次,便于翻阅和找到需要了解的内容。
3. 修改页
修改内容和日期记录之
4. 正文内容
4.1. 目的
要写明使产品的生产、检验处于受控状态。
4.2. 范围
要指出:适用于生产全过程的质量控制,产品出厂的质量控制,及检验测试方法。
4.3. 产品简介
描述产品的结构、性能、特点等。
4.4. 职责:
必须表述与产品质量相关的主要部门的职责
A 供应部门------原材料及外购件质量。
B 生产部门------仓库、生产过程、包装、运输的质量。
C 质保部门------生成过程中质量的控制及出厂检验、测试。
4.5. 引用文件
生产产品用到的相关标准和质量文件,技术文件。
…… …… 余下全文

产品质量改进方案
以提高液膜轴承的质量说明改进产品质量的通用方案
1.论证改进的必要性
该厂首先对前一年的150件不合格品进行分析,充分认识到只采用质量控制手段还不能彻底解决问题,必须进行质量改进,才有可能提高轴承的质量。
2.确定改进的目标
运用排列图法,在圆度精度不足、壁厚不均、内衬脱离、光洁度不够、尺寸精度不够、加工变形、磕碰划伤、切削热变形等8种不良品类型中,确定了“圆度达不到要求”作为质量改进的目标。
3.成立组织
设立领导小组负责审查批准方案。其成员有总工程师、科室人员、用户代表、车间主任、计划组长、工艺科、科研科、工人代表等人员组成。另设一个诊断小组,组长是车间技术组组长,该组聘请车工组、钻工组、镗刨组代表,质量统计员及其他有关技术人员和咨询人员参加。
4.诊断过程和改进过程
诊断小组采取的诊断步骤是:
(1)跟班收集资料,并整理数据和分析原因;
(2)分析工艺流程,找出工艺中不合理的因素;
(3)提出工艺流程的改进方案;
原工艺流程是:粗加工—精加工—烧铸内衬—车外圆—车端面—车内孔—热处理—半精车—两次浇铸内衬—精车内衬及端面—钻孔—鏜油槽。
改进后的工艺流程是:粗加工—浇铸内衬—粗车—钻孔—镗油槽—热处理—精车。
新工艺流程的特点是将一切可能发生的质量问题(如磕碰变形、内衬脱离等)的工艺均安排在精车之前。
(4)建议改进工艺装备,提高其刚度,以保证工件的精度;
(5) 改变切削用量,避免产生热变形。
5.克服阻力,贯彻实施
经过轴承工艺流程和工装的改进,按新工艺试制27件,并画出圆度的单值控制图,通过对比,效果显著。
6.在新的质量水平上控制质量
制定新的工艺流程标准,利用工序控制点严格监督圆度这一重要质量特性。至此,该阶段质量改进工作宣告完成。
…… …… 余下全文